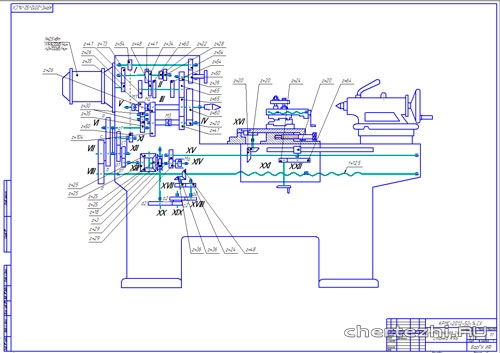
Коротко о файле:Курсовой проект. Кинематический анализ токарно затыловочного станка К96, в составе имеет пояснительную записку, чертеж общего вида, кинематическую схему, чертеж применяемого инструмента, график частот вращения
Анализ конструкции современных станков аналогичных проек-тируемому Токарно-затыловочные станки предназначены для обработки задней поверхности зубьев режущего инструмента. Токарно-затыловочные станки делят на специализированные и универсальные. Специализированные токарно-затыловочные станки предназначе¬ны только для обработки задних поверхностей у режущих инструмен¬тов. Их изготовляют без ходового валика и коробки подач. Универсальные затыловочные станки предназначены для затыло-вания зубьев у червячных фрез с прямыми и винтовыми канавками, цилиндрических фрез как с прямыми, так и винтовыми канавками. Универсальные токарно-затыловочные станки довольно часто снаб-жают дифференциалом, хотя в условиях массового и среднесерийного производства находят применение станки без дифференциала. Станину, суппорт, шпиндельную бабку, а также и заднюю выпол-няют жесткой конструкции, так как при процессе затылования возни-кают большие ударные нагрузки. К универсальным станкам обычно прилагают приспособления для шлифования затылованных зубьев. Рисунок 1.1- Виды фрез, затылуемых на токарно-затыловочных станках а – фасонная дисковая; б – модульная дисковая; в – резьбовая гребенчатая; г – цилиндрическая с винтовыми зубьями; д – червячная цилиндрическая; е – червячная коническая. Затыловочные станки предназначены для затылования задних поверхностей зубьев дисковых фасонных (Рисунок 1.1.а) и модульных (Рисунок 1.1.б) фрез; резьбовых дисковых и гребенчатых (Рисунок 1.1.в) фрез; цилиндрических фрез с прямыми и винтовыми (Рисунок 1.1.г) зубьями; червячных цилиндрических (Рисунок 1.1.д) и конических (Рисунок 1.1.е) зуборезных фрез; метчиков и плашек с целью сохранения неизменности профиля зубьев и величин задних углов режущих зубьев при переточках их по передним поверхностям. Форма задних поверхностей затылуемых зубьев в направлении падения за-тылка у дисковых и гребенчатых фрез образована архимедовой спиралью, а у остальных инструментов – сложной пространственной спиралью. Затылованием называют метод обработки зубьев режущих инструментов, обеспечивающий заданный профиль задней поверхности зуба. В качестве кривой для затылования зуба в Советс¬ком Союзе и за рубежом принята архимедова спираль, которая обес¬печивает простоту изготовления кулачка затылования и неизменность профиля зуба инструмента в течение всего периода его эксплуатации при заточке зуба инструмента по передней грани. В зависимости от направления движения режущего инструмента различают три вида затылования (рисунок 1.2): радиальное (рисунок 1.2, а), косое (рисунок 1.2, б) и осевое (рисунок 1.2, в). Наличие на суппорте поворотной плиты, со шкалой дает возмож¬ность установить верхнюю часть его под углом относительно оси затылуемой фрезы и тем самым обеспечить затылование радиальное, ко¬сое или торцовое. При радиальном затыловании шкалу устанавли¬вают на 0°, при торцовом на 90°, а при косом—на соответствующий угол. Рисунок 1.2-Виды затылования Форма кривой кулачка (рисунок 1.3). Кулачок должен обеспечить по-перечную подачу верхней части затыловочного суппорта при затыло¬вании зуба (за один оборот) и его отвод. Кулачок имеет форму архиме¬довой спирали и поэтому обеспечивает образование задней поверхнос¬ти зуба по этой же кривой. Если криволинейный треугольник А'В'С развернуть на плоскость, то получим катет А 'В'=Dфр/z И катет В’С'=k, зная задний угол , можно найти величину затылования k по формуле: k=Dфр/z)*tg Рисунок 1.3-Кулачок суппорта затыловочного станка При затыловании инструментов профильными резцами, форма задних поверхностей зубьев образуется методом следа посредством одного сложного движения формообразования. Характер этого движения зависит от вида затылуемого инструмента. Для затылования дисковых и гребенчатых цилиндрических фрез необходимо движение Фυ(В1П2), для цилиндрических червячных фрез и метчиков – Фυ(В1П2П3) и для конических червячных фрез и метчиков – Фυ(В1П2П3П4). При затыловании шлифованием профильными кругами форма задних поверхностей зубьев образуется методом касания с помощью двух движений формообразования – простого и сложного Простым движением является вращательное движение круга Фυ(Ви), а сложным – одно из перечисленных выше движений в зависимости от вида затылуемого инструмента. Форма задней поверхности зубьев у цилиндрических фрез для обработки плоскостей (Рисунок 1.1.г) образована в поперечном сечении архимедовой спиралью, а в продольном направлении прямой или цилиндрической винтовой линией. Для образования формы зубьев в поперечном сечении необходимо сложное движение Фυ(В1П2), а в продольном направлении для прямого зуба – ФS(П3) и для винтового зуба – ФS(П3В5). Помимо процесса формообразования при затыловании многозубчатых инструментов необходимы движения деления. У дисковых, гребенчатых и цилиндрических фрез вершины зубьев расположены равномер¬но по окружности и поэтому делительным движением будет простое вращательное Д(В1). Зубья цилиндрических червячных фрез и метчиков расположены по винтовой цилиндрической линии, а зубья коничес¬ких червячных фрез и метчиков – по конической винтовой линии и в со¬ответствии с этими делительными движениями будут Д(В1П3) и Д(В1П3П4).