Коротко о файле:Настройка зубофрезерного станка 53А50 и вертикально-фрезерного станка 6Н12ПБ на обработку деталей.Графическая часть: Кинематика 53А50(А2), Общий вид 53А50(А2), Кинематика 6Н12ПБ(А2), Общий вид 6Н12ПБ(А3), Ведомость технического проекта 53А50(А4),Ведомость технического проекта 6Н12ПБ(А4),Оптимизация процесса резания на станке 6Н12ПБ(А1)
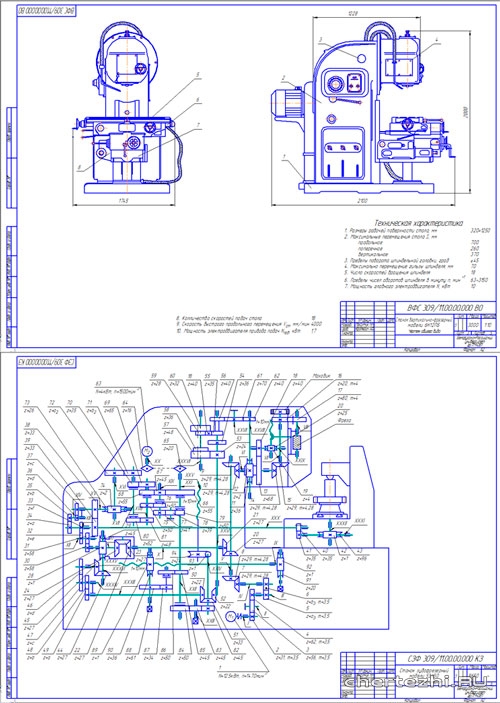
Станок работает по методу обкатки, т. е. механического воспроизводства зацепления червяка (червячной фре¬зы) с колесом (заготовкой). Червячная фреза соответствующего модуля и диаметра закрепляется на оправке в шпинделе фрезер¬ного суппорта. Обрабатываемая деталь или комплект одновременно обраба¬тываемых деталей устанавливается на оправке в шпинделе стола, а при больших размерах колес непосредственно на столе станка. Червячной фрезе и заготовке принудительно сообщают враща¬тельные движения с такими угловыми скоростями, которые они имели бы, находясь в действительном зацеплении. При нарезании колес с прямыми зубьями ось шпинделя фрезер¬ного суппорта устанавливается под, углом к горизонтальной пло¬скости, равным углу подъема винтовой линии червячной фрезы. Для нарезания колес с косыми зубьями ось шпинделя фрезерной бабки устанавливается под углом, равным сумме или разности углов наклона зубьев колеса и подъема винтовой линии фрезы в зависимости от сочетания направлений винтовых линий зубьев и витков фрезы. Нарезание цилиндрических колес производится с вертикальной подачей фрезерного суппорта. Для обеспечения возможности фрезерования колес попутным методом на станке модели 53А50 предусмотрено нагрузочное гид¬равлическое устройство. Гидравлическое поджимное устройство состоит из неподвижно¬го штока с поршнем и цилиндра, связанного с салазками фрезер¬ного суппорта. При фрезеровании попутным методом масло под¬водится в верхнюю полость цилиндра противовеса и поджимает противовес вместе с фрезерным суппортом вверх, устраняя воз¬можность произвольного перемещения фрезерной бабки под дей¬ствием усилия в пределах зазора между резьбой винта вертикаль¬ной подачи и маточной гайки. При нарезании червячных колес методом радиальной подачи используются цилиндрические червячные фрезы. Движение пода¬чи сообщают подвижной стойке в радиальном направлении до тех нор, пока расстояние между осями фрезы и заготовками не станет равным межцентровому расстоянию передачи. В случае нарезания червячных колес методом тангенциальной подачи применяются червячные фрезы с конической заборной частью, которые при настройке станка устанавливают сразу на заданное межцентровое расстояние; подачу при этом сообщают протяжному суппорту с червячной фрезой вдоль ее оси. Этот метод нарезания является более точным. Зубофрезерный станок модели 53А50 имеет следующие движения. Движение резания – вращение шпин¬деля фрезерного суппорта с червячной фрезой. Движения по¬дач – вертикальное перемещение фрезерного суппорта, ради-альное перемещение подвижной стойки и тангенциальное пере¬мещение протяжного суппорта. Движением обкатки и деления является непрерывное вращение стола с заготовкой. Вспомогательные движе¬ния – быстрые механические и ручные установочные перемещения фрезерного суппорта и подвижной стойки <1>. Назначение и обоснование выбора материала режущего инструмента Обработка поверхности зубчатого колеса из стали 18ХНВА , с твердостью 200 HB, будет производиться на зубофрезерном станке модели 53А50. Нарезание зубьев червячными фрезами благодаря универсальности и высокой точности, а также высокой производительности и низких затратах на инструмент наиболее рационально применять для обработки цилиндрических зубчатых колес с m ≤16 мм из сталей с НВ < 200 и m ≤10 мм из стали с НВ > 350 с откры¬тыми или врезнымн венцами. Точность обработки таких зубчатых колес на стан¬ках классов Н и П с использованием червячных фрез классов АА и AAA не вы¬ше 6 – 7-й степени по ГОСТ 1643 – 81. При фрезеровании давно применяют быстрорежущие вольфрамовые и вольфрамомолибденовые стали нормальной стойкости марок Р9, Р12 и Р18. Разработка новых марок быстрорежущих сталей ведется по пути уменьшения содержания вольфрама и создания многокомпонентных композиций, содержащих значительный процент углерода. Высокая стойкость сталей с пониженным содержанием вольфрама достигается легированием их молибденом, кобальтом, а в некоторых марках также ванадием при значительном содержании углерода. Стали Р6МЗ, Р9М, Р6М5, Р18Ф2К8М характерны повышенным содержанием молибдена, способствующего значительному увеличению теплостойкости, износостойкости; эти стали отличаются также повышенной прочностью и находят применение для фрезерования жаропрочных и высокопрочных сплавов и сталей. Стали Р9К5, Р9К10 с невысоким содержанием вольфрама, легированные кобальтом, целесообразно использовать при обработке конструкционных сталей средней прочности при значительных скоростях резания (50 – 70 м/мин). Эти стали также применяют при фрезеровании жаропрочных сплавов. В этом случае по сравнению со сталью Р18 обеспечивается повышение стойкости фрез в 2 – 2,5 раза. На основании обобщения результатов исследований и опыта отечественной промышленности можно сделать следующие выводы о наиболее рациональном применении современных инструментальных сталей. 1. При обработке конструкционных сталей средней прочности, серого и ковкого чугуна, алюминиевых сплавов при скоростях резания 50 – 70 м/мин торцовыми, цилиндрическими, концевыми и дисковыми острозаточенными фрезами наиболее целесообразно применять стали Р6М5, Р18, Р6М5К5 и Р9М4К8. 2. При фрезеровании тех же материалов фасонными затылованными фрезами рекомендуется использовать стали Р6М5, Р18, Р18К5Ф и Р9К10. 3. Для фрезерования жаропрочных, нержавеющих сталей и сплавов, сталей повышенной прочности с аустенитной структурой наиболее успешно применяют стали Р14Ф4, Р8МЗК6С, Р9К10, Р9М4К8, Р6М5К5, Р9Ф5, Р10Ф5К5, а также Р12Ф2К8МЗ, Р18Ф2М Р6ФК8М5 и им подобные <2>. Для обработки зубчатого колеса, данного в условии курсового проекта, выбираем червячную фрезу 2510 – 4282 по ГОСТ 9324 – 80. Класс точности B выбираем, так как для зубчатых колес с модулем m = 1…10 мм (у обрабатываемого колеса m = 2,5мм) рекомендуют данный класс точности <3>. Так же это выгодно и с экономической точки зрения. Материал фрезы выбираем быстрорежущую сталь Р18, так как твёрдость заготовки составляет 200 HB и данная сталь может применяться для резцов, сверл, фрез, резьбовых фрез, долбяков, разверток, зенкеров, метчиков, протяжек для обработки конструкционных сталей с прочностью до 1000 МПа, от которых требуется сохранение режущих свойств при нагревании во время работы до 600 °С. У таких фрез каждый 2 зуб по винтовой линии режет только вершинной кромкой, а остальные зубья только боковыми кромками и тем самым стойкость данных фрез в 2 раза выше стойкости обычных фрез.
Кинематика 6Н12ПБ (final).bak Кинематика 6Н12ПБ (final).cdw Кинематика 53А50 (final).bak Кинематика 53А50 (final).cdw Общий вид 6Н12ПБ (final).bak Общий вид 6Н12ПБ (final).cdw Общий вид 53А50 (final).bak Общий вид 53А50 (final).cdw Оптимизация процесса резания 6Н12ПБ(final).bak Оптимизация процесса резания 6Н12ПБ(final).cdw Оптимизация процесса резания(final).bak Приложение А.docx Приложение Б.doc Титульные.docx Ведомость технического проекта 6Н12ПБ.bak Ведомость технического проекта 6Н12ПБ.frw Ведомость технического проекта 53А50.bak Ведомость технического проекта 53А50.frw Записка (final).docx