Коротко о файле:БРУ / изготовление вала на станке ЧПУ. 5 листов чертежи + ПЗ + операционные карты.
Содержание
1.Введение
2.Назначение и конструкция детали
3.Анализ технологичности конструкции детали
4. Определение типа производства
5. Анализ базового техпроцесса
6. Выбор заготовки
7. Принятый маршрутный технологический процесс
8. Расчёт припусков на обработку поверхности
9. Расчёт режимов резания
10. Расчет норм времени
11. Расчет точности операции
12. Приспособление для сверления отверстия
13. Список используемых источников
В базовом техпроцессе используется как заготовка прокат, что является более приемлемой получения заготовки в среднесерийном типе производства.
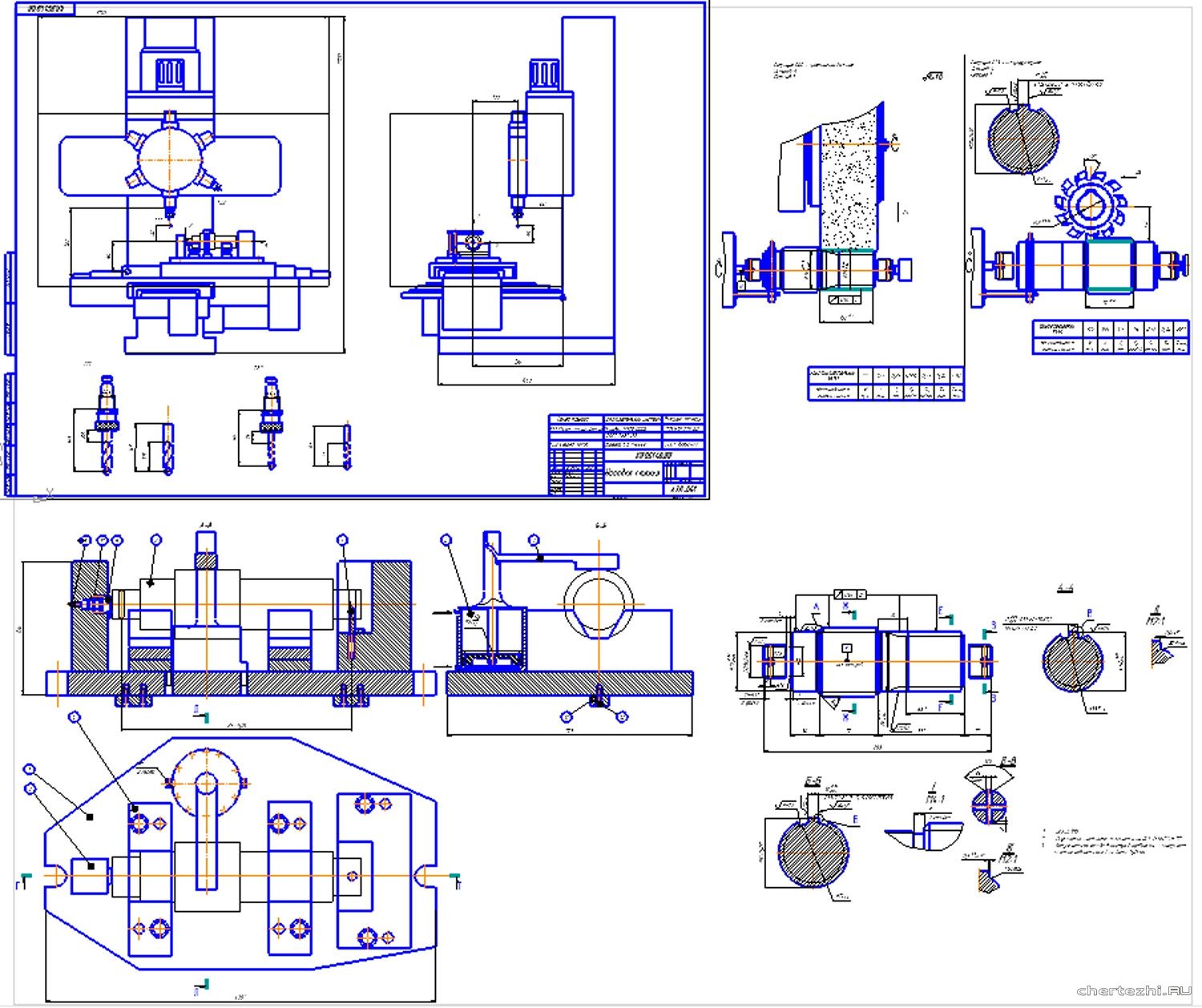
В качестве технологических баз при выполнении большинства операций могут быть использованы центровые отверстия, что обеспечивает принцип постоянства баз и обеспечивает минимальные значения торцового и радиального биения поверхностей вала. Для среднесерийного типа производства будем применять станки с ЧПУ, что повысит производительность и уменьшит затраты рабочей силы.
Для обработки вторичного вала 7405-4202070, применяются следующие операции: Фрезерно-центровальная на станке МР-71, при фрезеровании (торцевании) применяем торцевую фрезу со вставными призматическими пластинами Т5К10, а при сверлении используем сверло, заготовка в цанге.
Для получения нужных диаметров, фасок канавок и резьбы используют за несколько станов станок 16К20Ф3, деталь крепится в кулачках патрона с эл. механическим зажимом. Далее фрезеруются шлицы, деталь в оправке, на станке шлицефрезерный 5350. Затем для получения отверстий используем радиально-сверлильный станок 2А53, заготовка в патроне и оправке. Для получения заданного качества и чистоты поверхности используем шлифование на круглошлифовальном станке 3Б151, деталь крепится на цанговой разжимной оправке для избегания погрешности установки и снижения биения.