Коротко о файле:БГТУ им. В.Г.Шухова / Разработка конструкции и технологического процесса изготовления заготовки детали - «Вал-шестерня
Подбор технологического процесса для основной детали.
Для разработки технологического маршрута обработки детали «вал-шестерня» было проделано следующее:
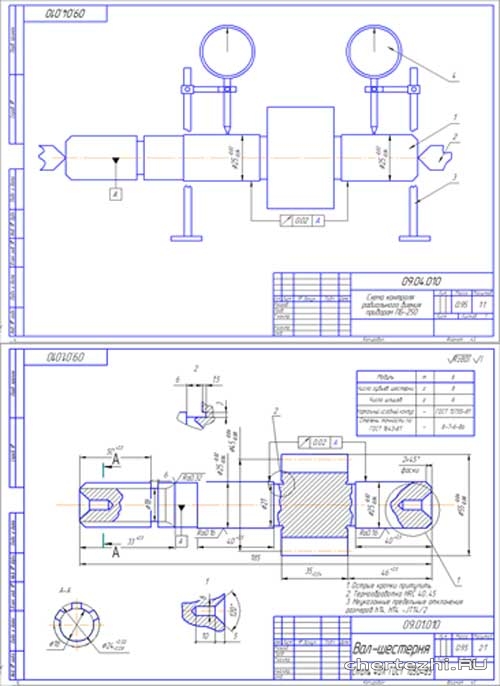
Проведён анализ чертежа детали «Вал-шестерня» на основании которого можно составить следующий маршрут обработки.
Разработка маршрута обработки детали.
1) Заготовительная операция:
-Получение заготовки в КГШП.
-Термообработка в электропечи.
2) Токарная операция:
-Черновая и чистовая обработка. Протачивание наружных цилиндрических и торцевых поверхностей. Токарный станок 16К20.
3) Контрольная:
-Контроль полученных размеров.
4) Фрезерная операция:
-Обработка зубчатой и шлицевой поверхности. Фрезерный станок 6Р12.
5) Контрольная:
-Контроль полученных размеров.
6) Термообработка:
-Термообработка необходима для снятия усталостных напряжений и повышения твердости детали. Индукционная печь.
7) Шлифовальная операция:
-Обработка наружных цилиндрических поверхностей. Кругло-шлифовальный станок 3М132В.
8) Контрольная операция:
-Контроль всех полученных размеров.
Оборудование необходимое для изготовления заготовки.
Ориентируясь на свойства материала детали (сталь 40Х - не является литейной), принимаем метод обработки металлов давлением. С учетом того, что производство среднесерийное, целесообразно получить заготовку горячей объемной штамповкой, т.к. она характеризуется более высокой производительностью и меньшей трудоемкостью, чем свободная ковка. Кроме того, горячей объемной штамповкой можно получить поковки более сложной формы.
Для изготовления заготовки детали «Вал-шестерня» применим штамповку на кривошипных горячештамповочных прессах. КГШП применяются в условиях серийного производства для штамповки поковок близких по форме и размерам к готовым деталям. КГШП отличаются высокой производительностью, меньшими значениями припусков на механическую обработку, большей точностью размеров поковок, чем при штамповке на молотах. Деформация заготовки производится за один удар.
При выполнении курсовой работы я получил навыки по разработке технологического процесса.
С помощью литературы получил навыки расчетов:
o при определении потребного количества оборудования
o определения усилия зажима применяемой оснастки
Также получил навык расчета и проектирования технологической оснастки.
Научился разрабатывать технологический маршрутный процесс для изготовления данной детали. Произвел выбор оборудования для изготовления детали Вал-шестерня. Осуществил выбор средств контроля размеров и приложил схему в чертеже. Произвел расчет количества оборудования на программу 2000 шт. в год.