Коротко о файле:РГАТУ им. П.А. Соловьева / Чертеж, пояснительная записка, спецификация. Деталь предположительно служит в качестве крышки в каких-либо станках или приспособлениях. Обозначение материала детали сталь 30Х ГОСТ 14896 – 84 – конструкционная углеродистая качественная сталь.
Содержание:
1. Состояние вопроса. Цели и задачи работы.
1.1. Анализ чертежа детали
1.2. Анализ свойств материала детали
1.3. Обзор альтернативного способа получения штампованной заготовки…
1.4. Цель и задачи работы
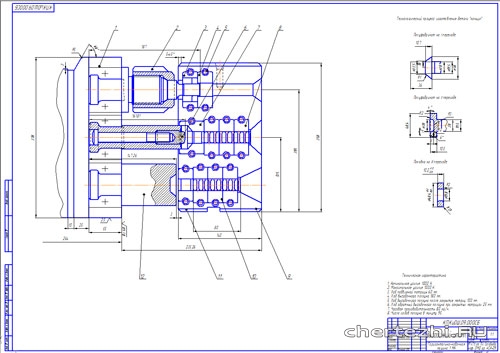
2. Разработка технологического процесса изготовления заготовки детали.
2.1. Проектирование эскиза горячей поковки
2.2. Расчет и обоснованный выбор числа операций и переходов, их параметров
2.3. Обоснование термомеханических режимов деформирования, нагрева, охлаждения и термической обработки
3. Проектирование технологической оснастки и деформирующего инструмента.
3.1. Выбор и назначение деформирующего и нагревательного оборудования
3.2. Проектирование штамповой оснастки
3.3. Обоснование требований к деформирующему инструменту
Заключение
Список использованных источников
Приложение. Спецификация
1.1. Анализ чертежа детали.
Наименование детали – кольцо. Деталь предположительно служит в качестве крышки в каких-либо станках или приспособлениях. Обозначение материала детали сталь 30Х ГОСТ 14896 – 84 – конструкционная углеродистая качественная сталь.
Деталь представляет собой цилиндрическое тело с габаритными размерами: диаметром 40 мм и толщиной 10 мм. Имеется сквозное осевое отверстие диаметром 20 мм.
Все поверхности имеют шероховатость Ra = 6,3 мкм.
Все размеры имеют 14 квалитет точности.
Твердость поверхности до 216…259 HВ.
Анализ свойств материала детали.
Штампуемый материал – сталь 30.
Характеристика стали 30
Заменитель: 25, 35
Классификация: Сталь конструкционная углеродистая качественная.
Назначение: тяги, серьги, траверсы, рычаги, валы, звездочки, шпиндели, цилиндры прессов, соединительные муфты и другие детали невысокой прочности.
Цель и задачи работы.
Главная цель-это получить качественную деталь за меньшее время и затраты на ее изготовление.
Для увеличения долговечности и снижения стоимости штампов применяются ручьевые вставки из штамповой стали, закрепляемые в блоках матриц.
У поковок, получаемых на ГКМ, отсутствуют штамповочные уклоны на поверхностях, совпадающих с направлением движения главного ползуна. Это повышает точность поковок и снижает расход металла.
Заключение
Применяя знания, основных видов обработки и их схем, был разработан технологический процесс детали «Кольцо».
При выборе заготовки учитывались: конструкция, размеры, масса и материал заготовки, точность выполнения и качество поверхности заготовки. Для данной детали была выбрана сталь 30 ГОСТ 14896 – 84 – конструкционная углеродистая качественная сталь, которая обладает наилучшими свойствами необходимыми при обработке и дальнейшей эксплуатации.
Используя справочную литературу, произведен расчет переходов, усилий, мощности, машинного времени при высадке.
Оборудование и приспособление к нему выбрано по размерам в соответствии с габаритными размерами данной детали. Степень точности станков соответствует техническим требованиям.
Курсовая работа включает в себя: чертеж детали (формат А4), чертеж штампа и технологического процесса (формат А1), деталировочные чертежи деформирующего инструмента и других рабочих деталей штампов (формат А3 и А4) пояснительную записку, 3 главы, заключение, список литературы.