Коротко о файле:по технологии обработки детали. Чертеж, пояснительная записка
Содержание
1. Введение
2. Анализ детали на технологичность
2.1 Качественная оценка технологичности
2.2 Количественная оценка технологичности
3. Выбор исходной заготовки и метода её получения
4. Анализ существующего и проектирование нового технологического процесса
5. Расчет режимов резания
6. Расчет станочного приспособления
7. Расчет инструмента
8. Проектирование специальных средств технического контроля
Вывод
Литература
Приложения.
Целью данного курсового проекта является проектирование прогрессивной малооперационной технологии изготовления детали, выбор и проектирование рациональной заготовки, анализ существующего и проектирование нового технологического процесса, расчет и проектирование приспособления, а также режущего и мерительного инструмента для детали, выбранной в процессе прохождения технологической практики на производстве.
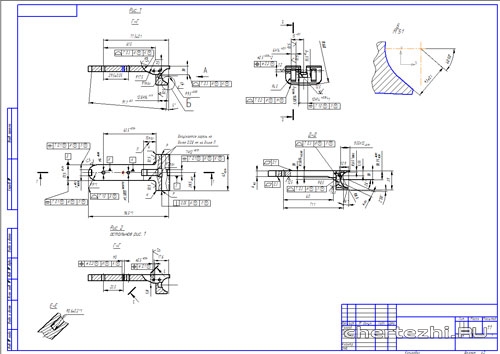
Исходной деталью для выполнения курсового проекта является шарнир для охотничьего ружья Иж-43Е, предназначенный для обеспечения вращательного движения частей ружья вокруг оси шарнира при заряжании или складывании оружия.
Практически все детали стрелкового оружия являются нетехнологичными, их производство является более сложным по сравнению с деталями других отраслей машиностроения из-за специфических требований, предъявляемых к ним вследствие условий, в которых им приходится работать (сильный нагрев, ударные динамические нагрузки, коррозия от пороховых газов).
В результате совершенствования ТП, применения станков ЧПУ и ОЦ возможно получить улучшения по следующим показателям:
1.Снижение трудоемкости
2.Снижение производственных затрат.
3.Снижение технологической себестоимости
4. Снижение материалоемкости изделия
5. Повышение уровня механизации и автоматизации производственных процессов
Анализ детали на технологичность
Одно из наиболее сложных и трудоемких функций технологической подготовки производства является обеспечение технологичности изделий машиностроения. Практически без дополнительных материальных затрат в производстве на данном этапе решаются задачи снижения трудоемкости, повышения качества и экономичности новых изделий.
Технологичность – это совокупность свойств конструкций изделия, определяющая ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ.
Отработка конструкции изделия (детали, сборочной единицы) на технологичность должна обеспечивать, в зависимости от вида изделия, решение следующих основных задач:
• снижение материалоемкости изделия;
• снижение трудоемкости и себестоимости изготовления, ремонта и технического обслуживания изделия;
• снижение энергоемкости изделия при изготовлении, ремонте и эксплуатации.
Стандартами системы ЕСТПП ГОСТ 14.201-82 предусмотрено два вида оценки технологичности: качественная и количественная. Качественная оценка предшествует количественной и используется для выбора конструктивных решений. Однако неопределенность и бессистемность оценки технологичности конструкций деталей, связанные с исключением какой-либо степени различий в качественной оценке, затрудняет ее использование, и делают в значительной мере субъективной.
Техническое обоснование рациональной заготовки
Деталь шарнир имеет сложную фасонную поверхность с наличием радиусных пазов и отверстий. Масса детали 0,125 Кг, годовая программа составляет 45000 шт/год, что характеризует производство как крупносерийное. Учитывая эти факторы для повышения КИМ и экономическую целесообразность выберем для получения заготовки литье и проведем сопоставительную характеристику способов литья.
Под выбором приоритетного способа литья понимается определение способа литья, наиболее полно удовлетворяющего требованиям заданных исходных условий без сопоставительных экономических расчетов. При этом выбранный способ должен обеспечивать выполнение следующих основных условий:
1. Отливка по своим качественным показателям должна соответствовать требованиям нормативной документации на изделие (по характеристикам прочности, ударной вязкости, герметичности и т. д.)
2. Отливка должна иметь возможно высокую точность размеров и высокий коэффициент использования металла.
Способа литья качественно (без экономической оценки) определяется следующими факторами:
1. Требованиями к уровню конструктивной прочности (о0 2, 6, KCU...) и герметичности материала отливки. К способам литья, удовлетворяющим повышенным требованиям по прочности, можно отнести: центробежное литьё (в т. ч. центробежное по выплавляемым моделям), под регулируемым давлением, выжиманием.
2. Материалом детали (маркой литейного сплава). Для сплавов цветных металлов (Al, Mg, Zn, Си) эффективнее использовать литьё в постоянные (металлические) формы - в кокиль, под давлением, выжиманием.
3. Типом производства или размером единичной партии изготовляемых деталей. При больших объёмах производства целесообразнее применять наиболее точные способы с высоким Ким -по выплавляемым моделям, под давлением.
4. Сложностью формы, габаритными размерами и массой детали. Для деталей сложной конфигурации - литьё в землю, по выплавляемым моделям, под низким (регулируемым) давлением; для деталей с большими габаритами и массой (>50 кг) используются литьё в кокиль и в песчано-глинистые формы.
5. Требованиями к точности размеров и качеству поверхностей отливок. При повышенных требованиях по этим параметрам целесообразнее (экономичнее) применять специальные способы литья, т. е. все кроме литья в землю.
Выберем 3 возможных способа получения заготовки литьем:
1. По выплавляемым моделям
2. Под низким давлением
3. В кокиль
Вывод
В курсовом проекте по технологии машиностроения были произведены расчеты: технологичности детали, припусков, режущего, мерительного инструмента, высокопроизводительного гидравлического приспособления. Выбран способ и метод получения заготовки, спроектирована отливка. В связи с модернизацией ТП произошло изменение парков металлорежущих станков, применен специальный и комбинированный инструмент и в результате этого достигнуто снижение трудоемкости, повышение уровня автоматизации