Коротко о файле:Курсовой проект "Технология машиностроения". Чертежи, пояснительная записка. 1. Описание конструкции и назначение детали 2. Технологический контроль чертежа и анализ технологичности конструкции детали 3. Определение типа производства 4. Выбор и обоснование метода изготовления заготовки с табличным и аналитическим расчетом припусков на мех. обработку 5. Разработка маршрутной технологии 6. Разработка операционной технологии 7. Расчет режимов резания 8. Техническое нормирование 9. Описание станочного приспособления 10. Описание конструкции и назначение режущего и измерительного инструмента
1. Описание конструкции и назначение детали
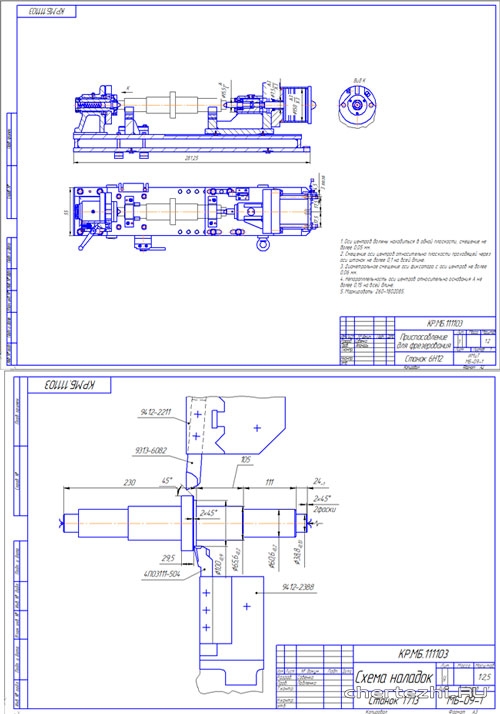
Для курсового проектирования задана деталь раздаточной коробки автомобиля КрАЗ 260-1802025 – вал первичный.
Данная деталь относится к деталям типа валов и осей. Вал передает крутящий момент с раздаточной коробки на одно из колес. На поверхностях 36 и 40 устанавливаеются зубчатые колеса. Все механизмы испытывают некоторые перегрузки, и значит к ним и к их конструкции предъявляются повышенные требования. Для передачи крутящего момента с шестерни на вал, служит шлицевое соединение 36 и 40. Для предотвращения сползания шестерни с вала (так как шестерня выполнена косозубой) предусмотрено ее стопорение с помощью стопорных гаек, которые накручиваются на резьбовую поверхности 3 и 22. Вал устанавливается в корпус на подшипниках качения. Посадка внутреннего кольца подшипника на вал выполнена с натягом. Две шестерни устанавливаются на вал на подшипниках скольжения. Для обеспечения смазывания данных подшипников предуспотрены канавки и подвод к ним смазочных отверстий.
Учитывая все вышесказанное относительно вала, можно заключить, что конструкторскими базами вала являются шейки под подшипник и посадочная поверхность на фланцевом конце. Так же базами (конструкторскими), которые определяют положение деталей на валу, выступают упорный торец под подшипник и торец фланцевого конца.
Измерительными базами для линейных размеров являются упорные бурты под подшипники. Для контроля опорных шеек под подшипники и посадочного диаметра шестерни измерительной базой является ось центров, относительно которой контролируется радиальное биение. Так же относительно оси центров контролируется биение буртика под подшипники, а так же некоторых других поверхностей.
Технологическими базами при обработке данной детали являются центровые отверстия (двойная центрирующая база) и один из торцов вала (в зависимости от рассматриваемой операции).
Так как вал не подвергается термообработке после его механической обработки, а так же при рассмотрении условий работы, для изготовления применяется сталь 15ХГН2ТА. Как и в случае рассмотрения шестерни, физико-механические свойства и химический состав материала вала приводится в конце данного раздела в таблице.
Физико-механические свойства стали.
02 в 5 KCU,
Дж/см НВ
МПа % не более
Сталь 15ХГН2ТА (ГОСТ 4543-71)
540 670 21 75 274 230
Химический состав, % стали 15ХГН2ТА (ГОСТ 4543-71)
C Mn Si Ni Ti Mn P S Cu
не более
0,11-0,20 0,30-0,60 0,17-0,37 1,75-2,15 0,03-0,09 0,90-1,30 0,05 0,05 0,30
2. Технологический контроль чертежа и анализ технологичности конструкции детали
Деталью, заданной для курсового проектирования является вал первичный раздаточной коробки 260-1802025. Материал вала – сталь 15ХГН2ТА. Из этого можно заключить, что заготовку для его изготовления наиболее целесообразно будет получать методами пластического деформирования, а именно на кривошипном горячештамповочном прессе. Так как деталь имеет довольно простую конфигурацию, то заготовка по форме максимально может быть приближена к готовой детали.
Наличие на валу точных посадочных поверхностей (шейки под посадку внутренних колец подшипников) требует применения двукратного точения и двукратного шлифования.
Для фиксации деталей, установленных на валу, в осевом направлении используются гайки с резьбой. Резьбовую поверхность такого диаметра нарезать с помощью плашки затруднительно из-за диаметра и недостатка места для сбега инструмента. Нарезание резьбы резцом происходит долго из-за того, что необходимо делать несколько проходов.
Для установки шестерен на валу применяются шлицевые соединения. Получение данных поверхностей возможно с помощью червячной фрезы. Применение метода обкатки для получения шлицев затруднено из-за величины модуля.
Кроме того, отрицательным фактором, влияющим на технологичность рассматриваемой детали, является наличие отверстия, расположенного вдоль оси вала. Длина данного отверстия превышает 5 диаметров, что потребует применения специального инструмента.
В целом, учитывая вышесказанное, можно заключить, что деталь является технологичной.