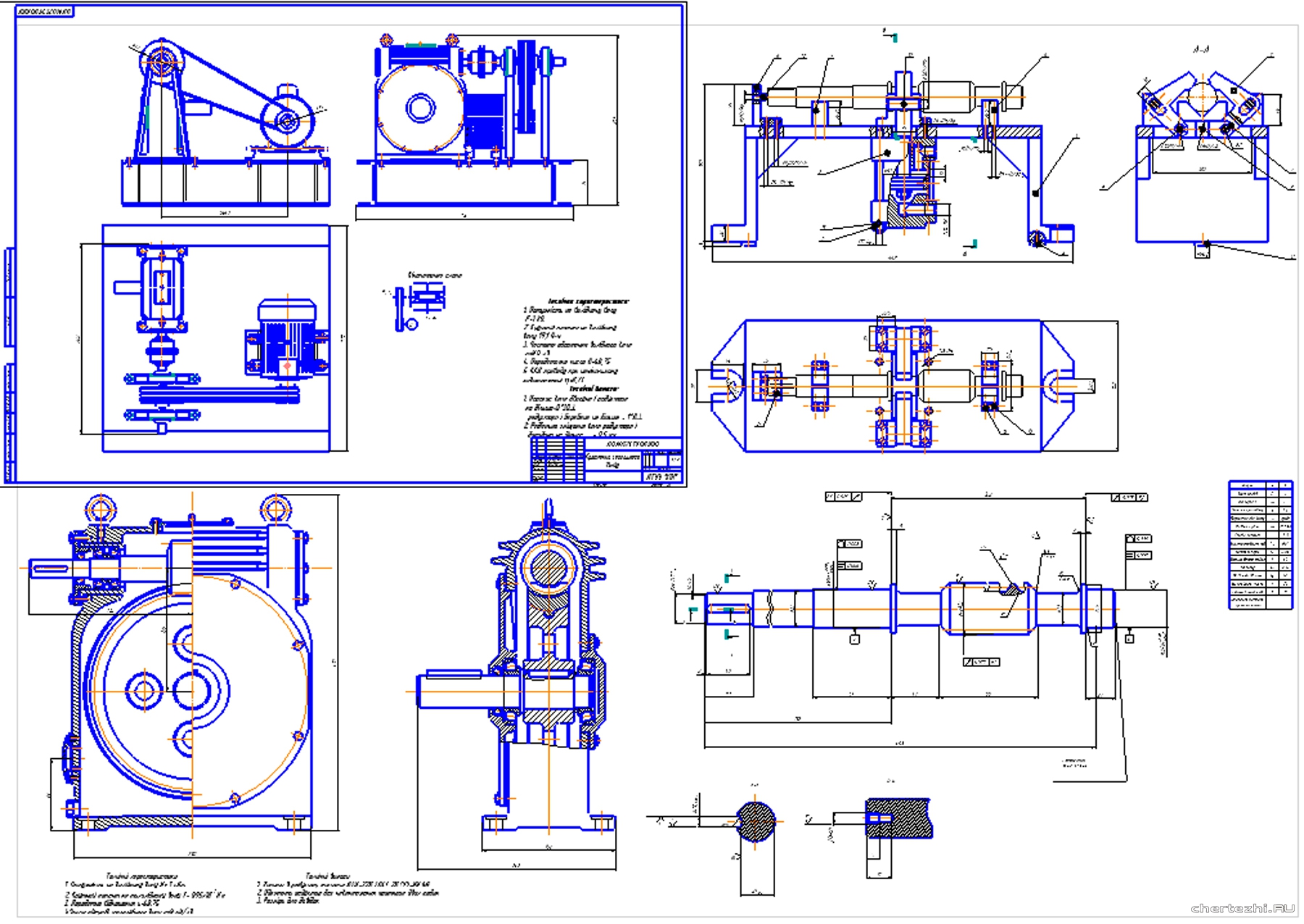
Коротко о файле:НТУУ. Дана деталь «черв'як» являє собою тіло обертання – ступінчатий вал, на якому нарізана черв'ячна поверхня з модулем m=4. Деталь має такі зовнішні циліндричні поверхні: 35k6, 45, 30, 33, 28h9. А також на зовнішній циліндричній поверхні 28h9 розташований шпонковий паз b=8N9. На лівому та правому торця є центрувальні отвори А4 ГОСТ 14034-74. На лівому торці розташований різьбовий отвір М8-6Н,який розташований паралельно осі деталі. За конструкційним призначенням дана деталь «черв'як» відноситься до деталей класу «тіла обертання» типу кілець, дисків, осей, валів, штоків, шпинделів, стаканів. Дана деталь «черв'як» належить до класу 71 – тіла обертання, код деталі: 716423. 5 аркушів креслення (Креслення загального виду / Наладка токарної операції / Пристрій / Редуктор / Черв'як) + ПЗ.
ЗМІСТ
ЗАВДАННЯ
1. ЗАГАЛЬНА ЧАСТИНА
1.1. Вступ
1.2. Опис деталі з визначенням класу
1.3. Характеристика, хімічний склад і механічні властивості матеріалу деталі
1.4. Аналіз технологічності конструкції деталі по якісним та кількісним показникам та аналіз технічних вимог
2.ТЕХНОЛОГІЧНИЙ РОЗДІЛ
2.1.1. Скорочений опис методу отримання заготовки та порівняння його із заводським
2.1.2 Вибір загальних припусків. Визначення розмірів заготовки з допусками.
2.1.3. Визначення коефіцієнту використання матеріалу.
2.1.4. Технічні вимоги до заготовки.
2.1.5. Економічне обґрунтування вибору заготовки.
2.2. Маршрут обробки поверхонь деталі з визначенням ступеню точності, шорсткості, операційних припусків та розмірів з допусками.
2.3. Розробка технологічного процесу.
2.3.1 Маршрутно-операційний опис технологічного процесу.
2.4. Детальна розробка двох різноманітних операцій технологічного процесу обробки деталей на верстатах з ЧПК та РК.
2.4.1. Перетворення системи координат деталі: розрахунок і розташування розмірів від однієї бази.
2.4.3. Розрахунок норм часу
2.4.4 Розрахунок розцінок.
2.5 Вибір режимів різання, норм часу та розцінок на решту операцій
2.6. Розрахунок режимів лазерного термічного зміцнення на задану глибину
3. КОНСТРУКТОРСЬКА ЧАСТИНА
3.1.1.Опис пристрою та принцип його дії
3.1.2 Розрахунок точності базування заготовки
3.1.3.Розрахунок сили затиску заготовки
3.1.4. Розрахунок на міцність однієї слабкої ланки.
5. РОЗРАХУНОК РЕДУКТОРА
5.1. Призначення і область застосування привода
5.2. Вибір електродвигуна. Кінематика та силовий розрахунки механічного приводу
5.2.1. Вибір електродвигуна за потужністю
5.2.2. Визначення загального передатного числа та вибір електродвигуна за частотою обертання
5.2.3. Силовий розрахунок привода
5.3. Розрахунок черв’ячної передачі
5.4. Розрахунок валів
5.4.1. Розрахунок валів на статичну міцність
5.4.2. Розрахунок валів на втомну міцність
5.5. Вибір підшипників
5.6. Вибір муфти
5.7. Вибір мастила
6. ОХРОНА ПРАЦІ
6.1. Аналіз шкідливих і небезпечних виробничих факторів
6.2. Основні вимоги, пропоновані до ЛТО
6.3. Освітлення
6.4. Електрична безпека
6.5. Захист персоналу від лазерного випромінювання
6.6. Інтенсивність лазерного опромінення
6.7. Заходи, щодо забезпечення лазерної безпеки
6.8. Пожежна безпека
6.9. Повітря робочої зони
6.10. Висновки
7. СПИСОК ЛІТЕРАТУРИ
ДОДАТКИ
Висновки
Метою даного дипломного проекту була розробка лазерного технологічного комплексу для процесу відновлення деталі. Крім цього не-обхідно було розрахувати й скласти технологічний процес лазерного гартування може безперешкодно реалізуватися на спроектованому комплексі.
Для досягнення цієї мети були вирішені наступні завдання:
1) проведений аналіз конструкції деталі й визначені характер і величина зношування робочих поверхонь деталі
2) проаналізовані методи відновлення робочих поверхонь деталі використовувані в цей час на підприємствах;
3) за результатами аналізу було визначено, що лазерне гартування є самим оптимальним варіантом, який можна використати для загартування поверхонь, що зношуються;
4) зроблені розрахунки режимів лазерного загартування, які показали що для здійснення даного процесу необхідна потужність випромінювання становить Р= 1,12 Вт, діаметр сфокусованої плями – 0,22 мм, швидкість обробки V= 0,86 м/хв.
На підставі результатів пророблених робіт можна зробити наступні висновки:
1. Запропонована технологія лазерного гартування не є шкідливим для здоров'я обслуговуючого персоналу й людей, що перебувають поруч.
2.В приміщенні для гартування повинна бути забезпечена достатня освітленість, яка досягається шляхом сумісного освітлення, при якому природне бокове одностороннє освіт-лення доповнюється штучним, загальним. В якості джерела штучного освітлення викорис-товуються газорозрядні лампи.
3. Розроблений лазерний технологічний комплекс має модульну структу-ру, що дозволяє не тільки реалізовувати інші технологічні процеси лазерної об-робки різних деталей (наприклад, тіл обертання), але й робити ремонт, заміну й модернізацію устаткування з мінімальними втратами робочого часу.
4. Застосування розробленого технологічного процесу й устаткування з економічної точки зору доцільно, тому що в цьому випадку знижуються витрати на матеріали, підвищується продуктивність праці, знижується собівартість гото-вої продукції
5.Мною пропонується використання оригінальних конструкцій вузлів комплексу, спроектованих у даній роботі, як простих у виготовленні й експлуатації, а також надійних у функціонуванні систем.
В даному розділі проаналізовано вплив небезпечних та шкідливих факторів, що можуть бути присутніми на підприємствах, де використовується техноло-гічне лазерне обладнання, надано рекомендації щодо заходів безпеки при експлу-атації лазерного технологічного комплексу.
Незважаючи на наявність шкідливих чинників, що можуть виникати в про-цесі експлуатації лазерного технологічного комплексу, данний вид виробництва, а саме лазерну обробку, можна вважати безпечним, за умови дотримування пра-вил експлуатації обладнання.