Коротко о файле:ОПК / У даному курсовому проекті необхідно розробити прогресивний технологічний процес виготовлення деталі із заданою програмою випуску. Метою курсового проекту є первинне застосування теоретичних знань, які отримані при вивченні спеціальних дисциплін, для вирішення практичних задач виробництва, а саме: розробка робочих прогресивних технологічних процесів виготовлення деталей, у тому числі і проектування технологічного процесу механічної обробки, різального, вимірювального та іншого інструменту. / Склад: 3 листа креслення (схема налагодження, креслення заготовки,креслення деталі + Маршрутна карта + операційна карта + Карта ескізів з фрагментами + Розрахунок режимів різання (Excel) + презентація + ПЗ.
ЗМІСТ
ВСТУП
1.ЗАГАЛЬНА ЧАСТИНА
1.1 Службове призначення деталі
1.2 Характеристика матеріалу, хімічний склад і механічні властивості
1.3 Аналіз технологічності конструкції деталі
1.4 Обгрунтування типу виробництва
2.ТЕХНОЛОГІЧНА ЧАСТИНА
2.1 Вибір типу заготовки і обгрунтування методу її одержання
2.2 Вибір методів обробки поверхонь та розрахунок міжопераційних припусків і розмірів з допусками: статистичним методом
2.3 Розробка прогресивного технологічного процесу
2.4. Докладна розробка операції технологічного процесу
2.5 Оформлення зведеної таблиці вибору режимів різання і норм часу на всі операції
ОХОРОНА ПРАЦІ ТА ТЕХНІКА БЕЗПЕКИ
ВИСНОВОК
ЛІТЕРАТУРА
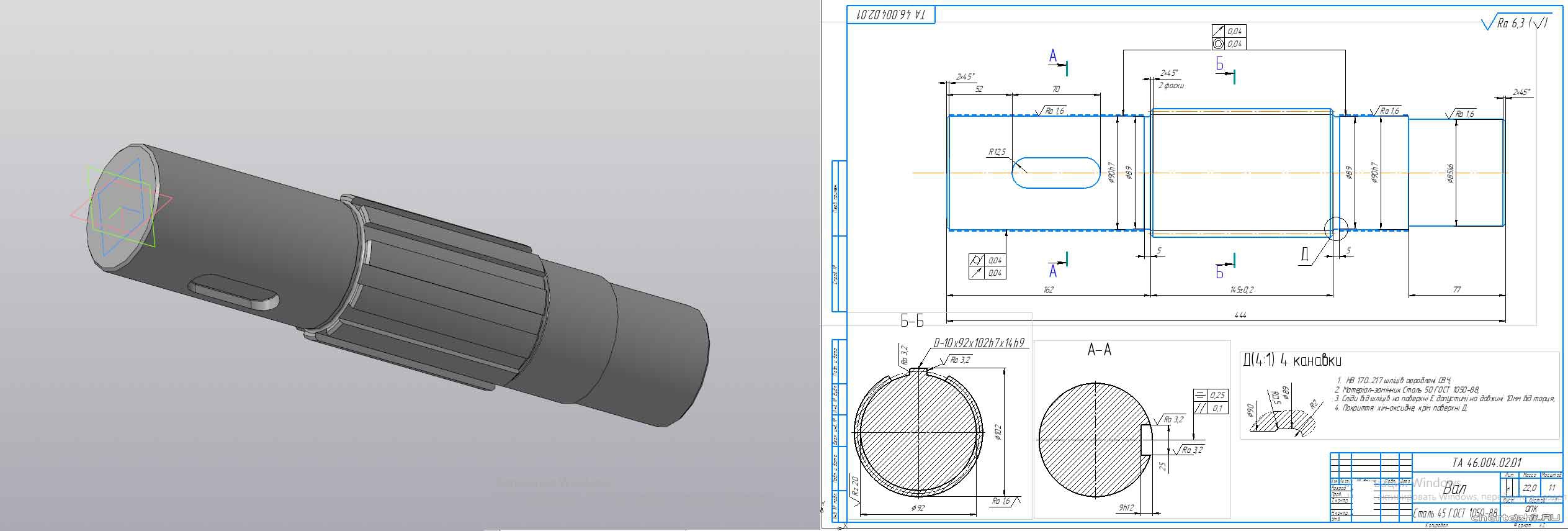
Деталь "Вал" - відповідальна деталь, яка призначена для передачі крутного моменту і взаємного розташування елементів, що кріпляться на ньому. Також який передає обертання від електродвигуна до робочих органів машини. На нього діють також згинальні моменти і осьові навантаження.
У завданні на курсовий проект задано матеріал деталі: сталь 45 ДСТУ 7809:2015.
Деталь "Вал" відноситься до класу 71111х.
Має циліндричну форму, яка складається з 4 ступенів.
2 ступені є посадочними, які мають 90, Ra 1,6.
На одній із посадочних стпеней є шпоночний паз.
На шийці вала розміщені шліци для передавання великих навантажень.
Переваги і недоліки шліцьових зєднань:
Основні переваги:
- характеризується більшою навантажувальною здатністю у порівнянні зі шпонковим зєднанням при тих же параметрах спряження;
- забезпечує співвісність валу і отвору, з яким вал сполучається; - дає можливість осьового зміщення та краще напрямлення деталей при переміщенні їх уздовж вала.
ВИСНОВОК
В ході виконання курсової роботи було спроектовано технологічний процес механічної обробки для деталі Вал.
У пояснювальній записці наведені розрахунок коефіцієнту викристання матеріалу, розрахунок вартості заготовки,розробка прогресивного технологічного процесц, а також докладний розрахунок міжопераційних припусків і розмірів з допусками.
У додатках представлені креслення деталі, маршрутна карта, карта ескізів, операційна карта, креслення операційної наладки обробки деталі на верстатах, креслення заготовки.
Результати технології
1. Назва деталі - Вал;
2. Программа на рік П = 5000;
3. Партія запуску п= 60;
4. Заготовка - Штамповка, 27,7 кг, 162 грн.