Коротко о файле:МГТУ / Технологический процесс изготовления держателя,проект содержит 5 листов в компасе и автокаде+рпз, все расчеты
1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1. Назначение детали
1.2. Анализ технических требований к детали
1.3. Расчет массы заготовки
1.4. Тип производства. Расчет такта выпуска
1.5. Выбор заготовки
1.6. Расчет припусков
1.7. Расчет режимов резания
1.7.1. Сверлильная операция
1.7.2. Токарная операция
1.8. Маршрутная технология
2. КОНСТРУИРОВАНИЕ И РАСЧЕТ ПРИСПОСОБЛЕНИЙ
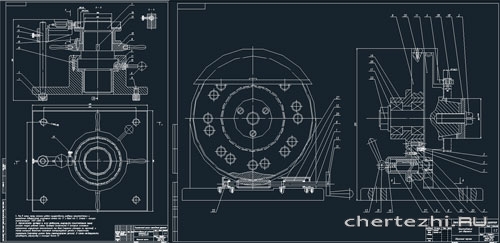
2.1. Описание рабочего приспособления
2.2. Расчет рабочего приспособления
2.3. Описание контрольного приспособления
2.4. Расчет специального инструмента
ПРИЛОЖЕНИЕ
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Назначение детали
Деталь типа «держатель» используется как элемент электрических машин, таких как генератор с воздушной системы охлаждения ГТ16ПЧ8Е. Такие генераторы выпускаются на заводе «Аэроэлектромаш», вместе с другими электрическими машинами такого типа.
Генераторы такого типа используются в системе вентиляции самолетов и вертолетов.
Анализ технических требований к детали
Материал детали – сплав ВАЛ8, высокопрочный алюминиевый сплав
Технические требования к детали:
1. Масса заготовки не более 0,011 кг, КИМ - не менее 0,7
2. Механические свойства - по ГОСТ 2685-75.
3. Неуказанные предельные отклонения размеров обрабатываемых поверхностей по ГОСТ 30893.1-2002.
4.* Размер обеспеч. инстр.
5. Покрытие Хим. Окс.
допуски формы и расположения поверхностей:
а) допуск цилиндричности кольцевой поверхности – 10 мкм
Качество поверхностных слоёв детали. Шероховатость поверхностей по ГОСТ ГОСТ 2685-75.
Наименьшее значение шероховатости Ra= 0,2мкм.
Основные технологические задачи, возникшие при изготовлении данной детали:
адаптация технологического процесса под серийный тип производства;
получение заданной конструктором точности без применения дорогого оборудования;
использование многоместных операций для снижения времени процесса;
согласование формы детали с условиями обработки;
обработка с одного установка нескольких поверхностей;
Как видно, деталь является ответственной, поэтому контрольные операции следуют как перед доводочной операцией (т.к. она дорогостоящая, трудоемкая, а не все погрешности ею можно устранить, а в основном добиться требуемой шероховатости), так и в конце технологического процесса.