Коротко о файле:КрасКРИТ / по ТМС. Чертежи детали, заготовки, карта наладок, пояснительная записка
Техническое задание
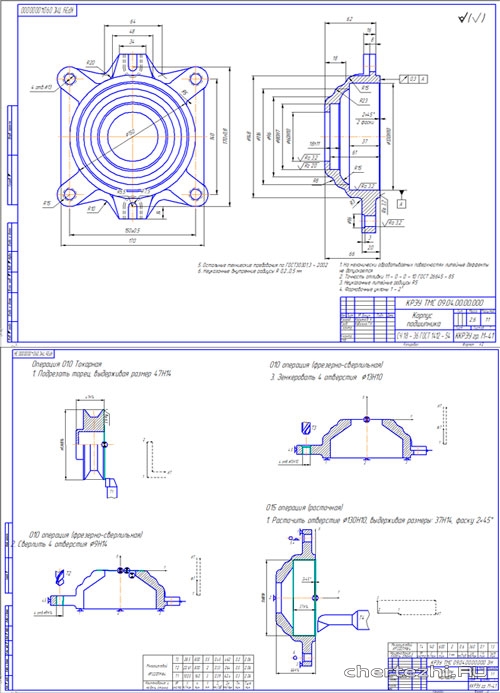
1. Чертеж корпуса подшипника
Курсовой проект выполняется в следующем объеме:
пояснительная записка 20...25 л.ф А4;
графическая часть 1.5...2 листа формата AI:
- рабочий чертёж детали,
- чертёж заготовки,
- чертежи технологических наладок;
комплект технологической документации:
технологический процесс изготовления детали
Содержание пояснительной записки
Введение
1 Аналитическая часть
2 Технологическая часть
2.1 Служебное назначение детали
2.2 Анализ исходных данных для разработки технологического процесса
2.3 Определение типа производства
2.4 Обоснование выбора вида заготовки
2.5 Параметры точности заготовки и припуска
2.6 Расчет припусков
2.7 Выбор оборудования
2.8 Проектирование маршрутной технологии и выбор технологических баз
2.9 Расчет режимов резания
2.10 Нормирование операционного технологического процесса
Аналитическая часть
Обработка отверстий, к которым предъявляют высокие требования по точности размера, формы и расположения, по-прежнему остается одной из актуальных проблем современного машиностроения. Значительную долю общей трудоемкости при изготовлении деталей на станках фрезерно-сверлильно-расточной группы с ЧПУ составляет обработка точных отверстий.
При изготовлении корпусных деталей обязательно присутствуют операции обработки точных отверстий, без этого невозможно представить изготовление корпусных и целого ряда других изделий. Следует отметить, что 40-70 % общей трудоемкости изготовления корпусных деталей на многоцелевом станке с ЧПУ составляет обработка основных отверстий, служащих базовыми поверхностями для установки валов, осей, подшипников и др.
При изготовлении деталей пресс-форм и штампов трудоемкость обработки отверстий как части технологической операции, выполняемой на многоцелевом станке с ЧПУ, составляет более 40 %.
Высокая трудоемкость обработки отверстий на станках с ЧПУ обусловлена не столько наличием их в большом количестве в обрабатываемых деталях, сколько трудностями в обеспечении высоких требований к параметрам точности размера, формы и расположения. Трудность обеспечения точности обработки отверстий на станках фрезерно-сверлильно-расточной группы с ЧПУ в основном заключается в отсутствии направляющих элементов технологической системы для режущих инструментов.
Для обеспечения высоких параметров точности применяют различные технологические схемы обработки отверстий. Обычно назначают до семи переходов различными инструментами. Кроме того, в области обработки точных отверстий постоянно появляются новые и совершенствуются существующие методы обеспечения точности их размеров, формы и расположения. В связи с этим оптимальный выбор технологического процесса, инструмента и их характеристик приобретает все большую значимость на этапе проектирования обработки точных отверстий, что чрезвычайным образом усложняет сам процесс проектирования и вполне обусловливает высокие сроки технологической подготовки производства на станках с ЧПУ.
Doc1.doc Введение.doc Корпус подшипника(Заготовка).cdw Корпус подшипника(наладки).bak Корпус подшипника(наладки).cdw Корпус подшипникаТМС.cdw Список используемой литературы.doc ТМС.doc Федеральное агентство по образованию Российской Федерации.doc