Коротко о файле:Курсовая работа - записка, маршрутная карта, операционная карта, карта эскизов, чертеж
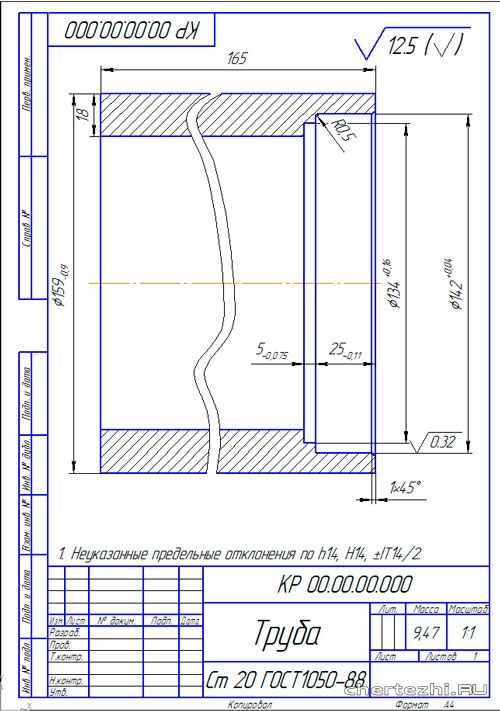
ТЕХНОЛОГИЧЕСКИЙ КОНТРОЛЬ ЧЕРТЕЖА И АНАЛИЗ ТЕХНОЛОГИЧНОСТИ ДЕТАЛИ. Целью технологического контроля чертежа и анализа технологичности является выявление не¬достатков в конструкции детали. На представленном чертеже детали дано полное представление о детали и ее конструкции. На чертеже указаны необходимые размеры, а также требования к точности, шероховатости и взаимному расположению поверхностей детали в соответствии с их конструктивным назначением. Однако сле¬дует привести их обозначение в соответствие с ныне действующими ГОСТами. Учитывая размеры и форму поверхностей, делаем вывод, что заготовку лучше всего получать литьем. Главной особенностью рассматриваемой детали является обработка. Анализируя технологичность конструкции по применяемую материалу, следует отметить, что сталь 20 имеет относительно легкую обрабатываемость, небольшую стоимость и достаточную легкость при изготовлении и приобретении. При анализе конструкции детали можно обратить внимание на то, что главный контур - тело вращения, поэтому небольшое количество обрабатываемых поверхностей, имеют простую форму, что позволяет применить высокопроизводительное оборудование и унифицированные наладки. Самой точной является внутренняя поверхность, требующая шлифования. В качестве заготовки целесообразно принять трубу 168х30 ГОСТ 8734-75. В целом следует считать рассматриваемую деталь технологичной. 3. ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА. Составим план механической обработки рассматриваемой детали. Операция 005 – токарная: - растачивание сквозного отверстия и подрезка торца. Операция 010 – токарная: - токарная обработка наружной стороны детали и подрезка торца. Операция 015 – токарная: - токарная обработка отверстия детали. Операция 020 – шлифовальная: - шлифовать отверстие детали; Операция 025 – контроль ОТК.