Дипломный проект - Усовершенствованный технологический процесс изготовления детали "муфта толкателя 015.2022/41" с проектированием кондуктора для сверления отверстий и механического участка
Коротко о файле:УО "БарГУ" / Кафедра технологии и оборудования машиностроения / Предлагаемый дипломный проект посвящен разработке усовершенствованного технологического процесса изготовления детали муфта толкателя 015.2022/41 с проектированием кондуктора для сверления отверстий и механического участка цеха с годовой программой выпуска 24000 штук, режим работы односменный. Цель дипломного проекта — усовершенствовать техпроцесс обработки детали муфта толкателя и спроектировать участок цеха. / Состав: 8 листов чертежи + спецификации + эскизы + ПЗ(85 страниц).
При разработке усовершенствованного технологического процесса основное внимание акцентировалось на снижение себестоимости, энергопотребления и трудоемкости по сравнению с базовым вариантом.
В результате была произведена замена морально устаревшего оборудования на совершенное с системой числового программного управления, что значительно сократило время, как на выполнение отдельных технологических операций, так и на время всего техпроцесса; ужесточили режимы резания за счет применения более стойкого инструмента (использование в качестве режу-щей части инструмента твердосплавный материал), применения современных марок смазочно – охлаждающих технологических сред.
В проекте были спроектированы станочное, контрольное приспособление и режущий инструмент.
Автор подтверждает, что приведенный в работе расчетно-аналитический материал правильно и объективно отражает состояние исследуемого процесса, а все заимствованные из литературных и других источников теоретические, методологические и методические положения и концепции сопровождаются ссылками на их авторов.
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ
1 ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
1.1 Назначение и конструкция обрабатываемой детали
1.2 Назначение сборочной единицы, описание процесса сборки узла в который входит деталь
1.3 Анализ технологичности конструкции детали
1.3.1 Качественный
1.3.2 Количественный
1.4 Определение типа производства базового техпроцесса
1.5 Выбор и технико – экономическое обоснование метода получения заготовки
1.6 Анализ базового и обоснование предлагаемого вариантов технологического процесса обработки детали
1.7 Расчет припусков на механическую обработку
1.8 Расчет режимов резания
1.9 Техническое нормирование
1.10 Выбор оборудования и расчет его количества…
1.11 Технико –экономическое обоснование разработанного техпроцесса
1.12 Уточнение типа производства и установление его организационной формы
1.13 Обоснование выбора транспортных средств цеха и разработка планировки участка цеха
1.13.1 Выбор транспортных средств
1.13.2 Разработка планировки участка цеха
1.14 Выводы
2 КОНСТРУКТОРСКИЙ РАЗДЕЛ
2.1 Кондуктор для сверления отверстий
2.1.1 Конструкция, описание и принцип действия приспособления
2.1.2 Расчет необходимого усилия зажима
2.1.3 Расчет элементов приспособления на прочность
2.1.4 Расчет приспособления на точность
2.2 Калибр для контроля расположения отверстий
2.2.1 Назначение, принцип действия приспособления
2.2.2 Расчет приспособления на точность
2.3 Зенкер – разверт-ка
2.3.1 Назначение специального режущего инструмента
2.3.2 Расчет специального режущего инструмента
2.4 Выводы
3 ОХРАНА ТРУДА
3.1 Необходимость охраны труда
3.2 Имеющиеся вредные и опасные факторы на проектируемом участке.
3.3 Меры, принимаемые для устранения вредных и опасных факторов
3.4 Расчет высоты подвеса светильников
3.5 Выводы
4 ЭНЕРГО-РЕСУРСОСБЕРЕЖЕНИЕ И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
4.1 Расчеты экономии электроэнергии
4.1.1 Расчет эффективности замены недогруженных электродвигателей
4.1.2 Расчет затрат на электроэнергию для освещения помещения
4.2 Расчеты экономии ресурсов
4.3 Экологическая безопасность проекта
4.4 Выводы
5 ЭКОНОМИЧЕСКИЙ РАЗДЕЛ
5.1 Определение типа производства
5.2 Расчет параметров технологического процесса
5.3 Расчет величины инвестиций
5.4 Расчёт элементов себестоимости продукции
5.5 Основные параметры и оценка эффективности проектного варианта
5.6 Выводы
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
СПИСОК НОРМАТИВНЫХ ДОКУМЕНТОВ
ПРИЛОЖЕНИЯ
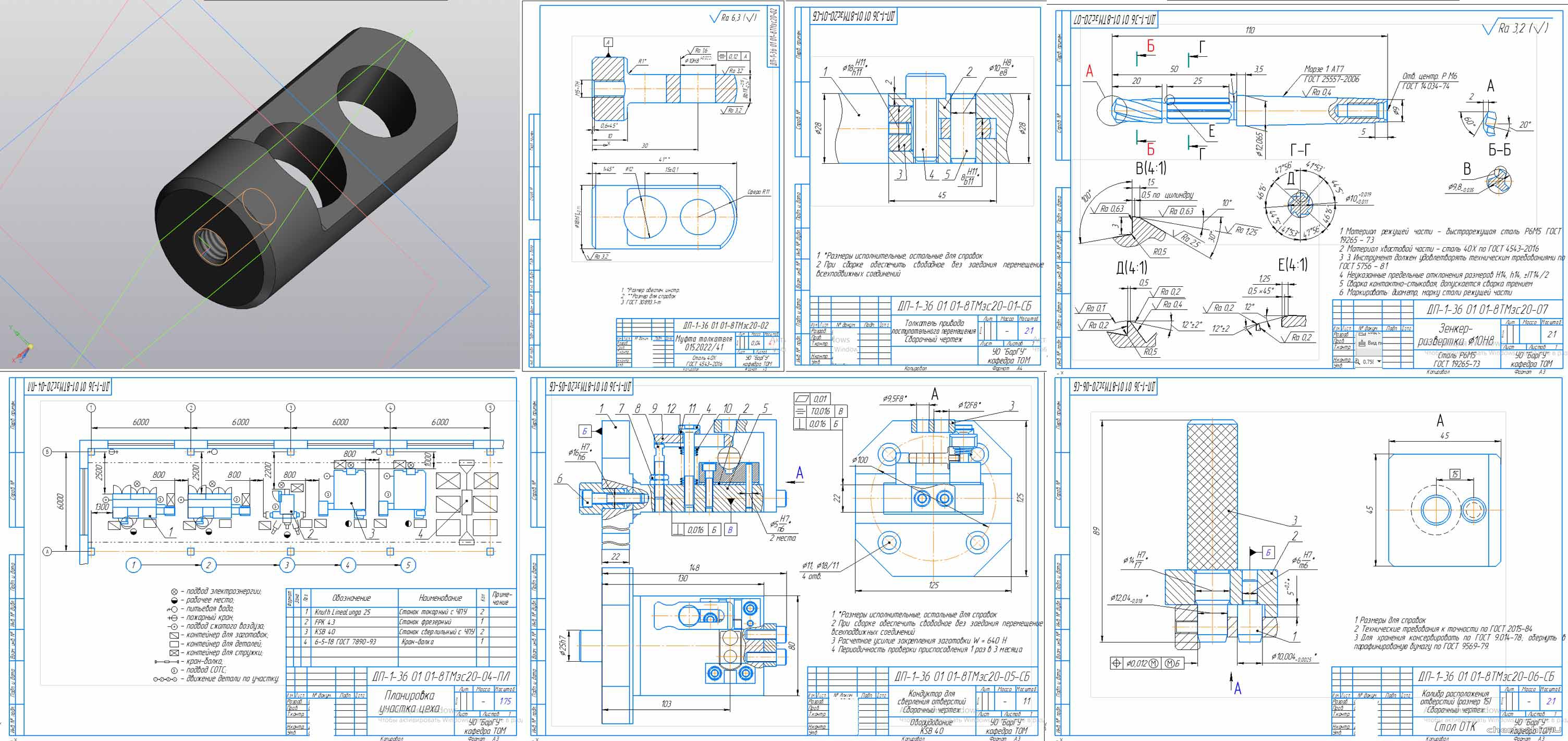
Чертежи проекта:
1. Толкатель привода поступательного перемещения
2. Муфта толкателя 015.2022/41
3. Эскизы операционные
4. Планировка участка цеха
5. Кондуктор для сверления отверстий
6. Калибр для контроля расположения отверстий
7. Зенкер-развертка
8. Технико-экономические показатели
Рассматриваемая деталь муфта толкателя 015.2022/41 является составной частью толкателя, используемого в приводе поступательного перемещения.
Деталь относится к деталям типа валик. Конструкторской и технологической базой являются поверхность диаметром Æ18h11 мм. Исполнительные поверхности выполнены по 8…11 квалитету точности с параметром шероховатости Ra 1,6…3,2 мкм.
Наружная поверхность Æ18h11 мм выполнена по 11 квалитету точности с параметром шероховатости Ra 3,2 мкм.
Правый торец детали (сфера R11 мм) выполнен по 14 квалитету точности с параметром шероховатости Ra 6,3 мкм.
Левый торец детали выполнен по 14 квалитету точности с параметром шероховатости Ra 6,3 мкм.
Центральное резьбовое отверстие M5-7H мм выполнено по 7 квалитету точности с параметром шероховатости Ra 6,3 мкм.
Отверстие диаметром Æ10H8 мм служит для базирования муфты относительно корпуса, выполнено по 8 квалитету точности с параметром шероховатости Ra 1,6 мкм.
Отверстие диаметром Æ12 мм служит для установки крепежного элемента, выполнено по 14 квалитету точности с параметром шероховатости Ra 6,3 мкм.
Поверхность 8b11 мм служит для пространственного ориентирования муфты, выполнена по 11 квалитету точности с параметром шероховатости Ra 3,2 мкм, также допуск несимметричности относительно базовой поверхности А должен быть не более 0,12 мм.
Деталь изготовлена из конструкционной легированной стали 40Х, которая используется для изготовления улучшаемых деталей, обладающих повышенной прочностью – валы, оси, плунжеры, вал-шестерни, кулачковые, коленчатые валы, штоки, шпиндели, кольца, зубчатые венцы, рейки, оправки, полуоси, болты, втулки, другие изделия.
ЗАКЛЮЧЕНИЕ
Темой дипломного проекта являлась разработка усовершенствованного технологического процесса изготовления детали муфта толкателя 015.2022/41 с проектированием кондуктора для сверления отверстий и механического участка цеха.
При выполнении технологического раздела ознакомился с конструкцией детали муфта толкателя 015.2022/41, ее назначением и условиями работы в узле, а также провел анализ химического состава и механических свойств стали 40Х ГОСТ 4543 – 2016.
Был проведен анализ технологичности конструкции детали. Определил, что деталь технологична (K_т=0,92; K_ш=0,2; K_им=0,35).
Определил и описал тип и форму производства (производство крупносерийное, групповая);
Выбран метод получения заготовки – калиброванный прокат (коэффициент использования материала K_им составляет 0,33);
Назначил припуски на механическую обработку.
Был проведен подбор режущего, мерительного и вспомогательного инструментов, приспособлений.
Рассчитал режимы резания на операциях механической обработки и провел техническое нормирование.
В рамках технологического раздела был усовершенствован технологический процесс механической обработки детали:
- заменил оборудование на операциях 005, 010 Токарно – винторезная с 1К62 на токарный центр с ЧПУ Knuth LineaLunga 25D;
- объединил операции 015, 020 Вертикально – фрезерная в одну 015 Горизонтально – фрезерная и заменил оборудование 6М12 на станок с ЧПУ модели FPK 4.3, используя при этом инструментальную наладку, состоящую из 2 – х фрез;
- заменил оборудование на операциях 020, 025 Вертикально – сверлильная с 2С132 на сверлильный центр с ЧПУ KSB 40;
- применил высокопроизводительный режущий инструмент с МНП.
Также составлены маршрутные карты технологического процесса механической обработки. Были выполнены чертежи детали, а также операционные эскизы для всех операций.
Экономический эффект от внедрения усовершенствованного варианта техпроцесса, выбора заготовки и установки станков с ЧПУ на операциях технологического процесса составит 18900 руб.
Также спроектирован участок цеха механической обработки детали, площадь которого составляет 144 м2.
В конструкторском разделе разработан кондуктор для сверления отверстий диаметром Æ9,5 мм и Æ12 мм на операции 025 Сверлильная с ЧПУ, выполняемая на станке с ЧПУ KSB 40.
Для обоснования применения данного приспособления были приведены следующие расчеты:
- расчет установочных элементов приспособления на точность;
- расчет силовых элементов приспособления на усилие зажима;
- расчет зажимных элементов приспособления на прочность.
Исходя из вышеуказанных расчетов, можно сделать вывод о целесообразности практического применения данного приспособления.
Также разработано приспособление для контроля расположения отверстия 12 мм и отверстия 10H8 мм, которое используется после обработки на станке KSB 40 на операции 025 Сверлильная с ЧПУ. Для обоснования применения данного приспособления были приведены следующие расчеты:
- расчет установочных элементов приспособления на точность;
Исходя из вышеуказанных расчетов, можно сделать вывод о целесообразности практического применения данного приспособления.
Рассчитан и спроектирован зенкер – развертка для обработки отверстия диаметром 10H8 мм, используемый операции 025 Сверлильная с ЧПУ на станке KSB 40.
В разделе охрана труда приведена необходимость охраны труда в соответствие с ГОСТ 12.0.002-80 «Система стандартов безопасности труда», произведен анализ состояния охраны труда на участке. Описаны мероприятия по улучшению условий труда на участке. Была рассчитана высота подвеса светильников (n=10), которая составляет H_р=3,7 м. Также в производственном цехе необходимо использовать лампы накаливания газонаполненные НГ-800 со световым потоком 8000 Лм и световой отдачей 14,2 Лм/Вт.
В разделе энерго-ресурсосбрежение и экологическая безопасность проверена эффективность замены недогруженного электродвигателя станка KSB 40 мощностью 7 кВт. Экономия составляет 170 руб.
Проведен расчет затрат на электроэнергию для освещения помещения, экономия средств за счет замены ламп накаливания люминесцентными лампами составляет 509 руб.
После поведения предложенных мероприятий по улучшению экологической обстановки в рабочей зоне, можно сделать вывод о пригодности указанных значений для использования на производстве.
В экономическом разделе в результате изменений, осуществленных в базовом технологическом процессе, уменьшилось время на изготовления детали, благодаря замене способа получения заготовки и замены универсальных станков на станки с ЧПУ. В базовом варианте трудоемкость изготовления составляла 14,04 минут, а в разработанном проектном стало составлять 5,91 минут.
Снизилась себестоимость изготовления продукции. Экономия материалов составила 6,24 тыс. руб.
Прирост производительности труда составляет 58%.
При провидении ряда мероприятий годо¬вой экономический эффект от предложенных мероприятий составил 7,7 тыс. руб. Снизилась трудоемкость изготовления продукции с 0,234 н/час до 0,098 н/час.