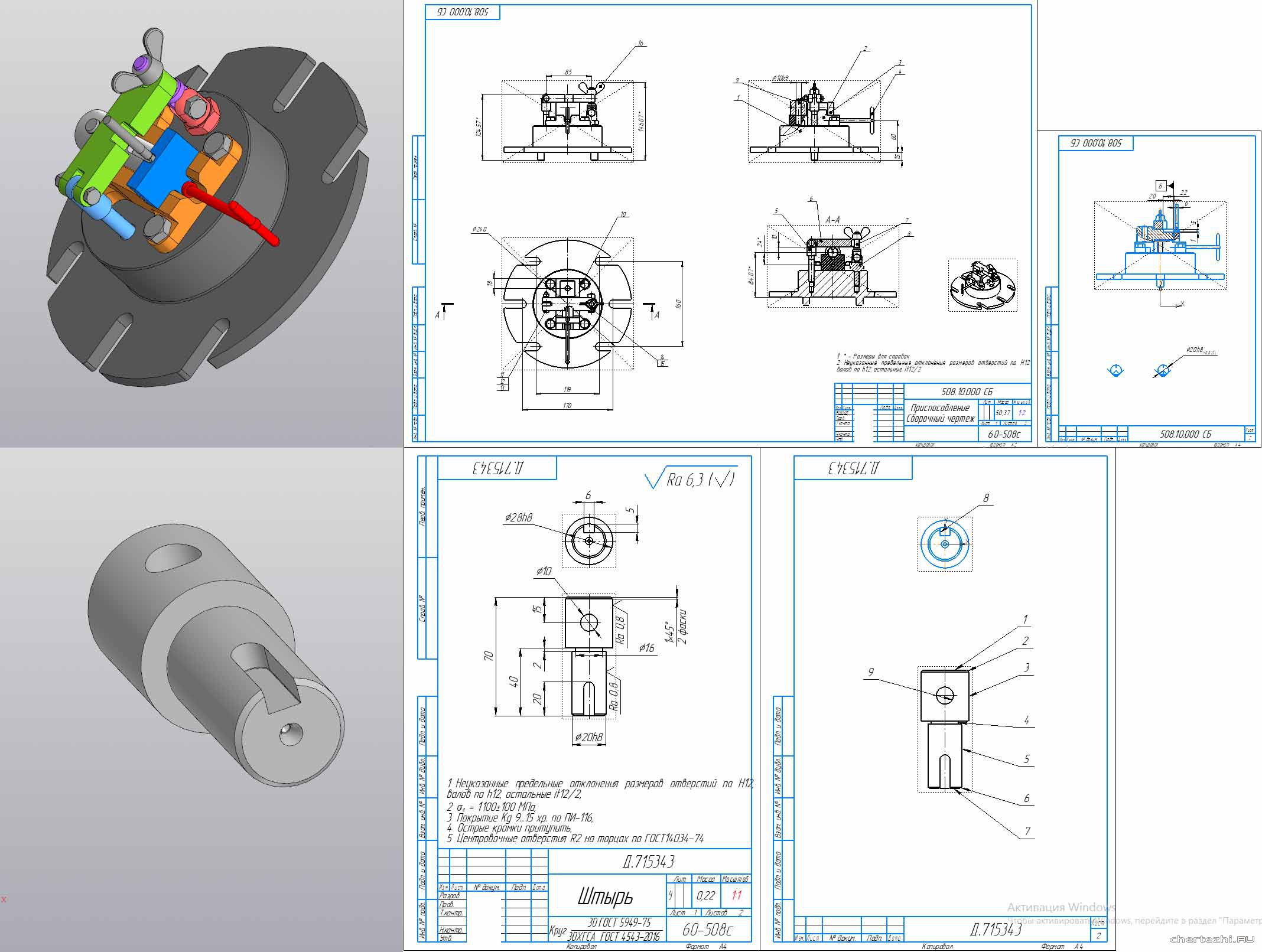
Коротко о файле:МАИ / Кафедра 601 / Разработать приспособление для обработки большого объёма одинаковых деталей. / Состав: 2 листа чертежи (приспособление(СБ), штырь) + 3D-модели (приспособления, штыря, деталировка) + спецификация + технологические карты на механическую обработку + операционные эскизы + наладка + ПЗ (19 страниц).
В данной работе необходимо разработать приспособление для сверловки отверстия в детали штырь. Рассчитывается припуск на механическую обработку, заполняются технологические карты и операционные эскизы. Рассчитывается время на мех обработку
СОДЕРЖАНИЕ
1.Анализ исходных данных 3
2.Выбор заготовки 3
3.Выбор схемы технологического процесса 4
4.Выбор видов и последовательности обработки 6
5.Выбор технологических баз 7
6.Расчёт припусков и предельных размеров при изготовлении заготовки из проката 8
7.Расчёт припусков и предельного размера поверхности 5 10
8.Выбор оборудования и разработка операций технологического процесса 13
8.1 Выбор оборудования 13
8.2 Выбор инструмента 15
9. Расчет режимов обработки 16
10. Образование покрытия 17
11. Описание работы приспособления 18
12. Расчёт поля рассеяния погрешности глубины паза 18
Источники 20
Заданная деталь – штырь. Для её создания выбран материал – сталь 30 ХГСА, ГОСТ 4543-2016. 30 ХГСА широко используется как конструкционная в авиа- и ракетостроении. Серьёзным техническим недостатком этой стали является её плохая обрабатываемость в закалённом виде.
Сталь 30 ХГСА относится к классу легированной конструкционной стали. Маркировка включает число, находящееся на первом месте и показывающее выраженный в сотых долях процент содержания углерода. В данном случае он составляет 3%, то есть соответствует норме для класса среднелегированных сталей. Литеры «Х», «Г» и «С» указывают на содержание в стали легирующих элементов – хрома, марганца и кремния. Их процентное содержание приблизительно 1%. Литер «А» - высококачественная сталь.
Объём выпуска деталей - 500 штук в год. Это серийное производство. Технологический процесс должен осуществляться с помощью стандартного оборудования, инструмента, приспособления.
Учитывая особенности стали 30 ХГСА, при её обработке следует применять инструмент с пластиной из твёрдого сплава типа Т15К6 после закалки и из быстрорежущей стали Р18 до закалки.
Требуемая твердость детали выше твердости заготовки в состоянии поставки, поэтому после обработки поверхностей 1ой группы для обеспечения заданных свойств требуется закалка.
Требуемая точность детали может быть достигнута с помощью обычных станков и инструментов.
После доводки точности размеров и шероховатости деталь кадмируется.