Коротко о файле:ПензГТУ / Цель работы – разработать технологический процесс механической обработки серийного производства / В состав проекта входит: Пояснительная записка к ДП, комплект технологической документации, чертежи 11 листов: (Чертёж детали, чертёж заготовки, Технологические наладки, чертежи приспособлений, спецификации ко всем сборочным чертежам)
Состав чертежей проекта: Задняя стойка А1, Картер А1, Картер заготовка А1, Картер Сварной 1 А1, Картер Сварной 2 А1, Картер Сварной 3 А2, Концевая фреза А3, НТ№01 А1, НТ№02 А1, Оправка для контроля А1, Оправки для обработки окон в картере А1, Приспособление для контроля параллельности А1, Резец для черновой расточки А3, Установка для сверления отверстий в основании А1, Установка для сверления отверстий в основании вид сверху А1, Цековка А3, Цековка-подрезка обратная А3
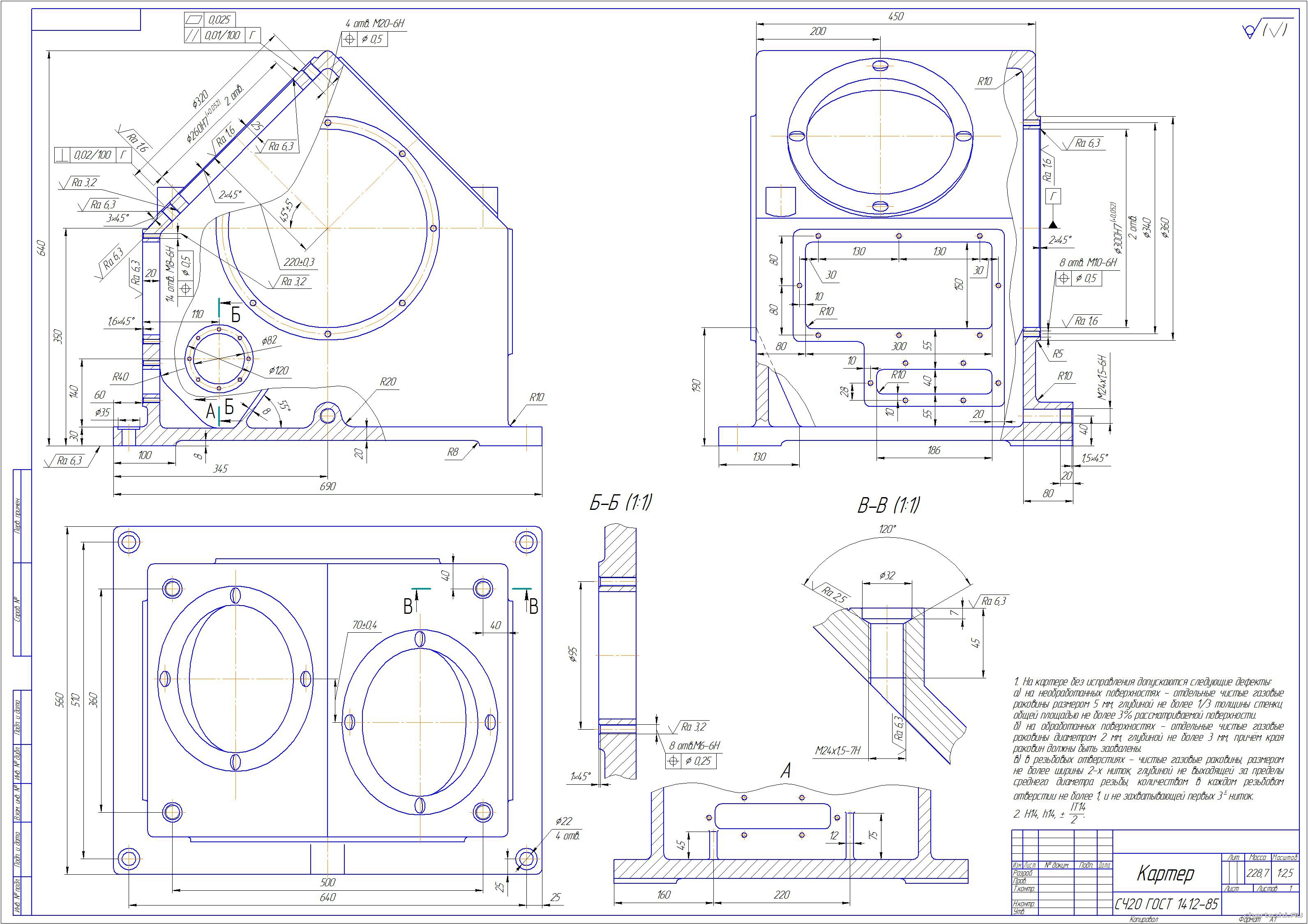
Деталь – картер компрессорной установки 2ГУ2.0-0.05/20/200-250VI - является литой, базовой деталью, обеспечивающей функционирование всего компрессора. Деталь изготавливается из серого чугуна СЧ20 ГОСТ 1412-85
В результате проведённой работы разработаны технологический процесс на изготовление детали «Картер» и средства технологического оснащения, позволяющие освоить выпуск данного изделия на промышленном предприятии.
Разработанные средства технологического оснащения могут быть использованы при изготовлении картеров компрессорных установок других модификаций и моделей.
Эффективность разработанной технологии подтверждается расчётом, приведённым в работе.
Содержание
Введение
1 Анализ исходных данных
1.1 Компрессорная установка 2ГУ2.0-0.05/20/200-250VI
1.2 Служебное назначение детали
1.3 Технические требования, предъявляемые к картеру
1.4 Характеристика материала картера
1.5 Анализ существующего технологического процесса
1.6 Цель и задачи проектирования
2 Проектирование технологического процесса изготовления детали «Картер»
2.1 Анализ технологичности конструкции детали
2.2 Определение типа производства
2.3 Обоснование выбора исходной заготовки
2.4 Разработка маршрутного технологического процесса
2.5 Обоснование и выбор технологического оборудования, режущих и мерительных инструментов
2.6 Расчёт припусков на механическую обработку
2.7 Расчёт режимов резания
2.8 Расчёт технической нормы времени
2.9 Программа для фрезерования боковых поверхностей картера
3 Проектирование средств технологического оснащения
3.1 Проектирование приспособления для сверления отверстий в основании картера
3.2 Расчёт винтовых зажимов
3.3 Проектирование приспособления для контроля параллельности привалочных плоскостей к оси вала
3.4 Проектирование оправки для обработки окон в картере
3.5 Проектирование оправки для контроля параллельности плоскости к оси вала
3.6 Проектирование задней стойки
3.7 Расчёт и проектирование режущих инструментов
4 Обеспечение безопасности жизнедеятельности
4.1 Анализ опасных и вредных производственных факторов на участке
4.2 Обеспечение электробезопасности
4.3 Расчёт защитного заземления станка
5 Технико-экономические расчёты
5.1 Сетевой график проектирования технологического процесса
5.2 Расчёт затрат на проектирование технологического процесса
5.3 Расчёт капитальных вложений
5.4 Расчёт технологической себестоимости
Заключение
Список литературы
Приложение А - технологическая документация
Приложение Б - спецификации
Приложение В – чертежи сварно-комбинированной конструкции
Заключение
Подводя итог выполненному дипломному проекту, можно сказать, что проектирование технологических процессов изготовления деталей должно обеспечивать наиболее рациональный и экономный способ обработки, при этом обработка деталей на металлорежущих станках должна выполняться в соответствии с требованиями, предъявляемых к точности и чистоте обрабатываемых поверхностей, правильности контуров и форм.
Для повышения уровня машиностроительного производства необходима его всесторонняя интенсификация и улучшение качества продукции. Для этого необходимо повышение производительности труда, наиболее рациональное использование материальных, трудовых и финансовых ресурсов, внедрение комплексной механизации и автоматизации производственных процессов, сокращение численности рабочих, занятых ручным трудом, совершенствование организации, нормирования и стимулирования труда, настойчивое внедрение научной организации труда и повышение ее эффективности, более рациональное использование производственных мощностей, повышение фондоотдачи, усиление режима экономии на производстве, ускорение оборачиваемости оборотных средств, снижение себестоимости продукции и увеличение прибыли.
Таким образом, спроектированный технологический процесс механической обработки детали «картер» должен, при его осуществлении, обеспечивать выполнение требований, обуславливающих нормальную работу собранной компрессорной установки.