Коротко о файле:ВМТ имени В. Г. Садовникова / Специальность: 15.02.08 «Технология машиностроения» / Для выполнения проекта проектируется технологический процесс изготовления детали, конструирование режущего инструмента, измерительного инструмента, приспособления. Производится расчет режимов резания, а также расчет себестоимости изготовления детали. / Состав: 6 листов чертежи (палец, палец (поковка), резец токарный канавочный, калибр для контроля размера 21,5Js11, приспособление, карта наладки) + 3D-модель + Маршрутная карта + РТК + спецификации + ПЗ.
Содержание
Введение ...................................................................................................................2
1. Общий раздел .....................................................................................................3
1.1 Технологический анализ детали......................................................................3
1.2 Определение типа производства .......................................................................5
2. Технологический раздел ..................................................................................7
2.1 Выбор вида и метода получения заготовки .....................................................7
2.2 Расчет размеров и массы заготовки .................................................................10
2.3 Установление маршрута механической обработки детали ...........................14
2.4 Выбор технологических баз .............................................................................16
2.5 Выбор средств технологического оснащения .................................................20
2.6 Назначение межоперационных размеров, припусков и допусков на механическую обработку ...25
2.7 Расчет и выбор режимов резания ....................................................................27
2.8 Техническое нормирование .............................................................................33
2.9 Сравнение вариантов операции техпроцесса по трудоемкости ...................35
2.10 Составление управляющей программы ........................................................37
3. Конструкторский раздел ..................................................................................41
3.1 Расчет и конструирование режущего инструмента ......................................41
3.2 Расчет и конструирование измерительного инструмента ............................44
3.3 Расчет и конструирование станочного приспосбления ................................47
4. Экономический раздел ...................................................................................55
4.1 Организационная часть ....................................................................................55
4.2 Экономическая часть ........................................................................................67
5. Охрана труда .....................................................................................................76
Заключение ...........................................................................................................78
Литература ............................................................................................................79
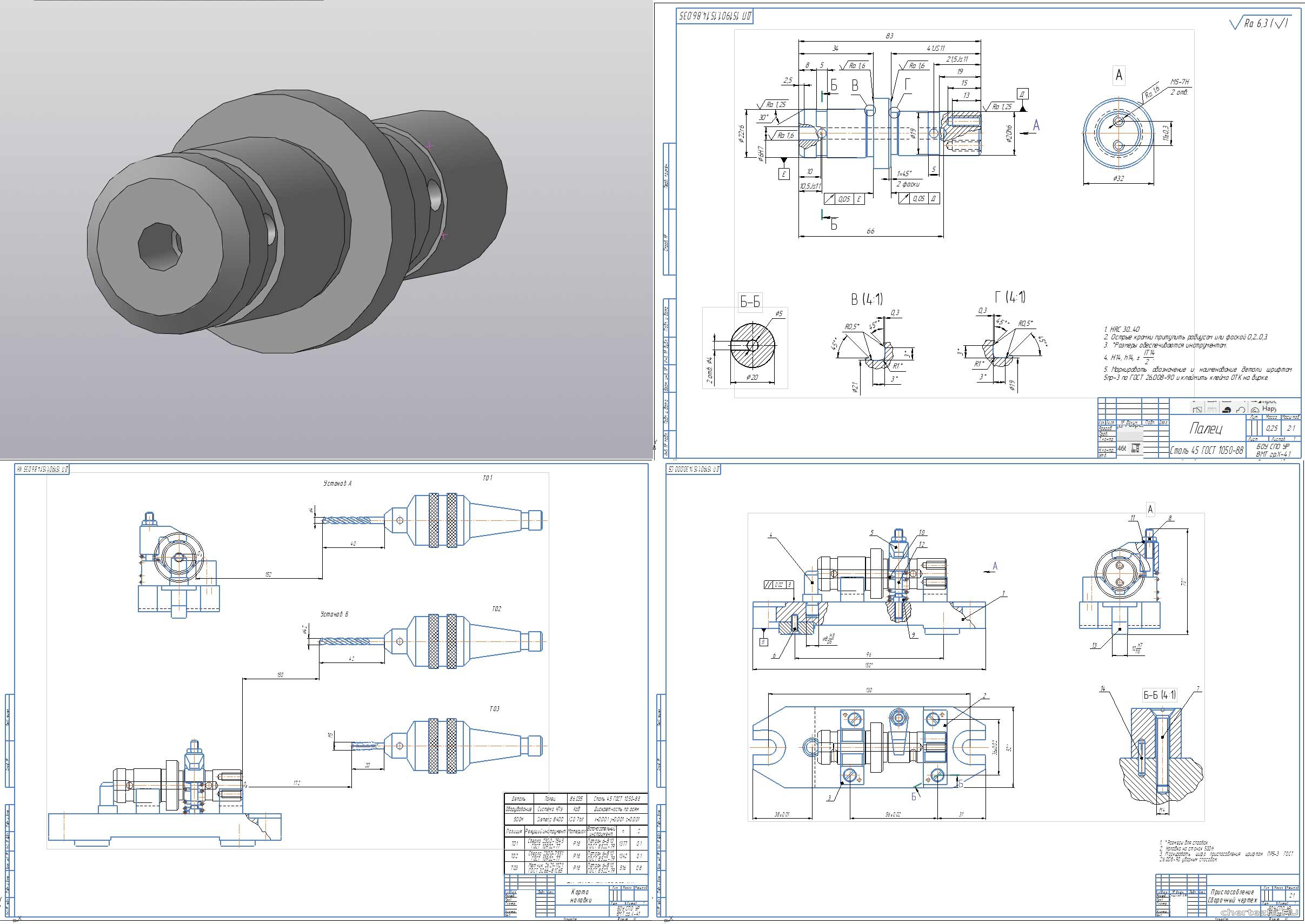
Предположительно, деталь "Палец" является частью узла сборки станка. Служебное назначение данной детали - опора для вращающихся элементов станка на подшипниках для передачи крутящего момента от ведущего колеса к ведомому.
В соответствии с чертежом деталь "Палец" относится к деталям типа "Вал" со ступенчатым гладким наружным контуром с небольшими перепадами диаметров. Деталь имеет следующие конструктивные элементы: точное гладкое ступенчатое отверстие 5 и ступенью 6Н7 глубиной 66 мм., для установки крепежного элемента сборки; два радиально расположенных глухих отверстия 4 мм., для подачи смазочной охлаждающей жидкости в отверстие; два резьбовых отверстия, находящихся на одной оси перпендикулярно радиальным отверстиям М5-7Н; две канавки, служащие для выхода шлифовального круга. Остальные размеры выполняются конструктивно. Основные конструкторские базы данной детали - посадочные диаметры 22r6 и 20h6, от которых задается торцевое биение детали. В технических требованиях чертежа предусмотрен допуск торцевого биения 0,05 мм относительно баз Е и Д, который необходим для обеспечения собираемости детали при установке ее в сборочную единицу. Основным видом обработки детали является обработка резанием. К основным операциям технологического процесса относятся: токарная, сверлильная, шлифовальная и другие.
Габаритные размеры:
- наибольший диаметр, мм 32
- наибольшая длина, мм 83
Вывод: деталь мелких размеров.
Деталь "Палец" изготовлена из стали 45 ГОСТ 1050-88.
По рабочему чертежу масса детали составляет 0,25 кг.
Заключение
Темой дипломного проекта было разработать технологический процесс механической обработки резанием детали "Палец" 86.035 с годовой программой выпуска 2500 штук.
В ходе выполнения проекта были решены следующие задачи:
1. Разработан технологический процесс механической обработки резанием детали "Палец";
2. Расчитаны режимы резания, подобрано оборудование для изготовления детали;
3. Были оценены и выбраны наименее трудоёмкие и дешёвые способы изготовления детали, путём анализа методов получения заготовки и способов получения готовой детали;
4. Были спроектированы и расчитаны приспособление для сверления отверстий, канавочный резец для точения канавки под выход шлифовального круга и измерительный инструменты, для контроля размера 21,5Js11;
5. Написана управляющая программа для выполнения операции на станке с программным управлением и составлена расчетно-технологическая карта;
6. Расчитаны затраты связанные с изготовлением детали, которые получились 32594713,83 рублей;
7. Изучены безопасные методы выполнения работы по изготовлению детали.