Коротко о файле:ИжГТУ / Кафедра «Тепловые двигатели и установки» / Разработка технологического процесса детали «Корпус ПП6.04.04.01» входящей в изделие «Привод пневматический». Годовая программа выпуска – 1000 изделий. / Состав: 3 листа чертежи (корпус, отливка, привод пневматический ПП6.04.000 (СБ), карта наладки) + спецификация к сборке + тех. процесс(в exсel) + 2 3D-модели (корпус, отливка) + ПЗ (54 страницы)
Содержание
Введение
Техническое задание
Исходные данные для проектирования
Анализ технологичности изготовления
Тип производства
Выбор заготовки
Выбор оборудования, оснастки, режущего и мерительного инструмента
Разработка проектного технологического процесса
Расчет режимов резания, нормирование одной операции
Заключение
Список используемой литературы
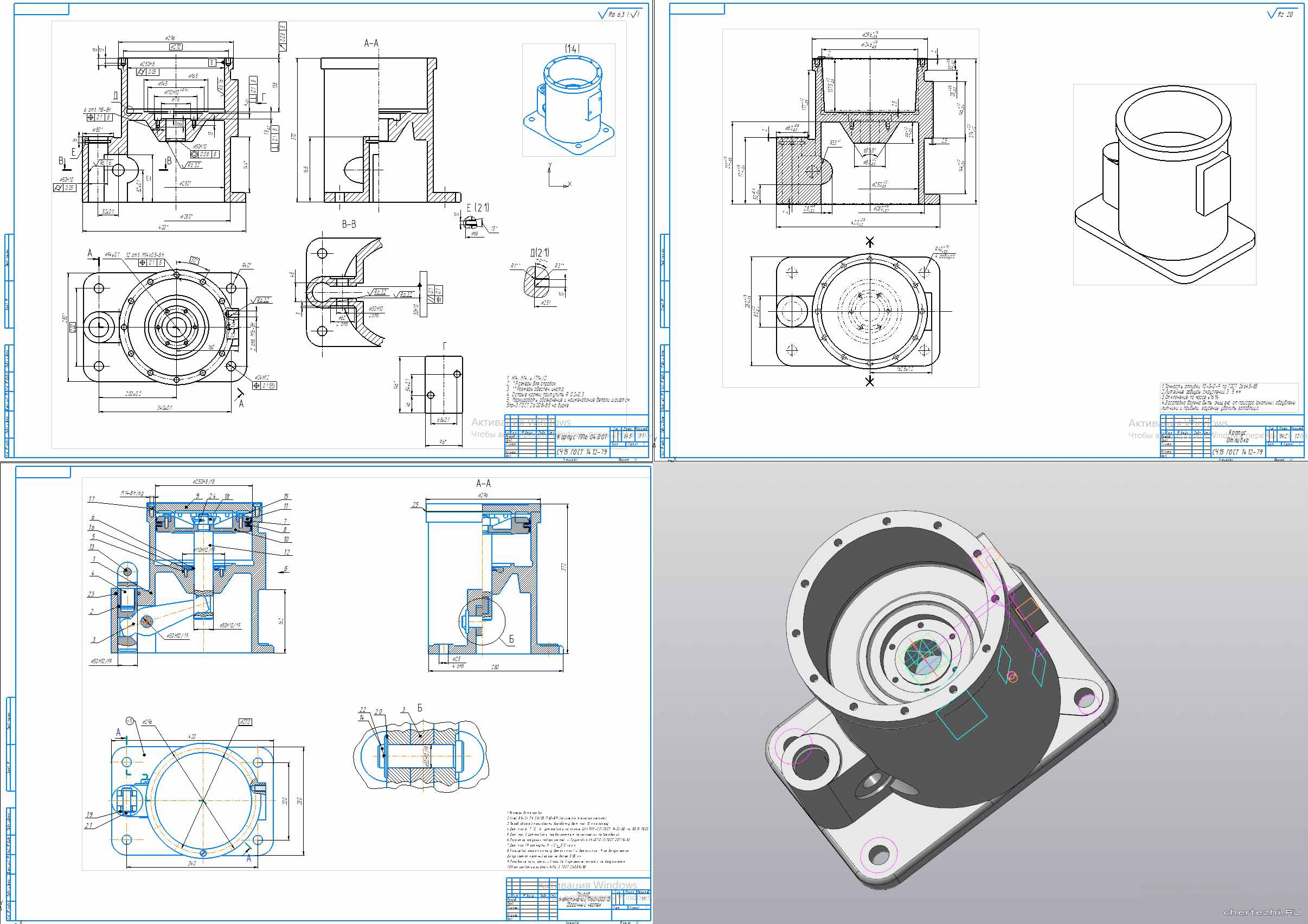
Для выполнения курсового проекта исходной была выбрана деталь «Корпус ПП6.04.001» имеющая следующие габаритные размеры: 280х370х420.
В корпусе расположены детали входящие в сборку, он является своего рода связующим звеном. На корпусе базируются остальные детали, поэтому одна из его основных задач это обеспечение собираемости и точности расположения одних деталей сборки относительно других, корпус должен обладать высокой точностью изготовления, чтобы обеспечить надежную и долгую работу сборки в целом. В данном случаи базирующая поверхность корпуса – это отверстие ⌀250Н8, в нем при работе изделия сконцентрирована основная рабочая функция изделия, по его поверхности перемещается поршень создающий нужное усилие для дальнейшего его передачи к точке прижима обрабатываемой детали. Корпус имеет несколько видов отверстий, их 2 типа: Первый тип – это отверстия, служащие для фиксации и перемещения ответных деталей, в данном корпусе – это отверстия диаметром 250Н8, 50Н10, 62H12 их изготовление должно быть достаточно точным для корректной работы сборки. Второй тип отверстий – это резьбовые отверстия, на чертеже они обозначены как: М14-8Н, М8-8Н, они служат для жесткой фиксации элементов сборки, основное требование, предъявляемое им – это точность их расположения.
Деталь «Корпус ПП6.04.001» изготовлена из СЧ 15 ГОСТ1412-82.
Заготовка для детали «Корпуса ПП6.04.001» - литье. Обрабатываемые поверхности легкодоступные для обработки резанием.
Большинство поверхностей детали доступны для контроля.
Заключение
Разработанный технологический процесс обеспечит: повышение производительности механической обработки за счет применения современных режущих материалов, снижение трудоемкости обработки детали и ее себестоимости, уменьшение времени на установку и закрепление детали, что улучшит условия труда рабочих.
Предложенный способ производства детали «Корпус ПП6.04.001» позволяет производить данную продукцию с большей эффективностью при меньших производственных затратах.