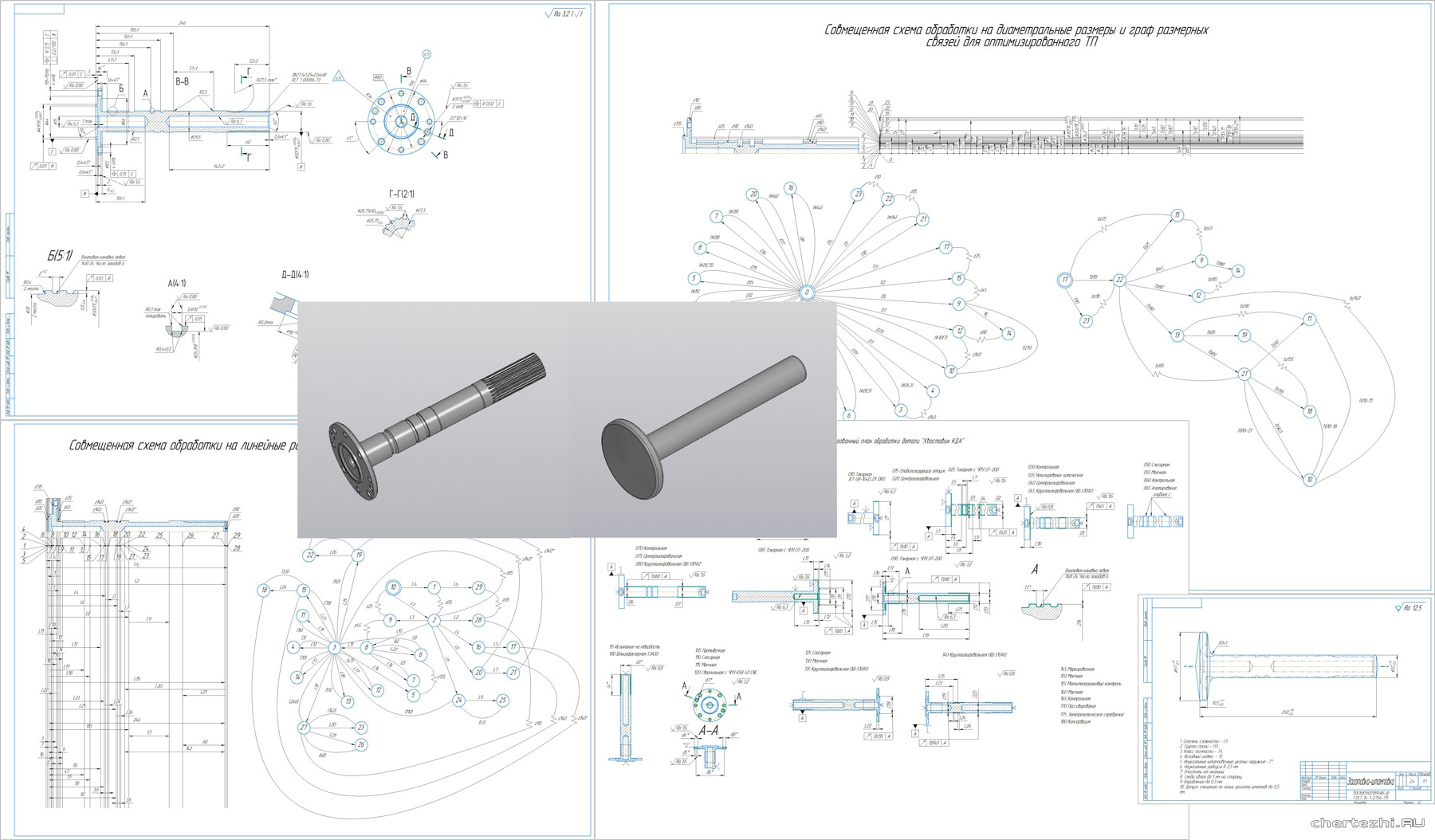
Коротко о файле:УГАТУ / Кафедра «Технология машиностроения» / В качестве анализа была выбрана деталь типа «Хвостовик коробки двигателя агрегата», изготавливаемая на ПАО ОДК «Уфимское моторостроительное производственное объединение». Деталь «Хвостовик КДА» представляет из себя вал, на одном конце которого расположены шлицы, а другой конец представляет из себя диск со сквозными отверстиями, также на валу нарезаны винтовые канавки. Разработка техпроцесса, составление графов, нового техпроцесса, процесс изготовления заготовки. / Состав: чертежи, 3д модель (заготовка, деталь) + Технологическая документация (КК, КЭ, МК, ОК)
Деталь изготавливается из стали 15Х16К5Н2МВФАБ-Ш, ГОСТ 14-1-2756-79 . Материал обладает следующими механическими свойствами :
- предел прочности σВ = 1080-1270 МПа;
- твердость по Бринеллю HB=294-363;
15Х16К5Н2МВФАБ-Ш сталь высоколегированная относится к разряду жаростойких высоколегированных сплавов.
Исходные данные:
Произведем проектирование и расчет поковки детали «Хвостовик КДА». Исходные данные по детали:
– материал: сталь 15Х16К5Н2МВФАБ-Ш;
– масса детали 1,6 кг
– штамповочное оборудование – КГШП.
Содержание:
1 Анализ соответствия требований к изготовлению детали и ее служебному назначению 4
1.1 Описание и назначение детали 4
1.2 Материал детали и его свойства 5
1.3 Анализ технологичности конструкции детали 6
2 Обоснование метода и способа получения исходной заготовки 9
3 Разработка технологического процесса 13
3.1 Разработка плана обработки и его описание 13
3.2 Размерный анализ ТП 15
3.3 Выбор технологического оборудования, режущего и мерительного инструмента 25
3.4 Расчет режимов резания 35
3.5 Нормирование времени технологических операций 38
Заключение:
В результате выполнения курсовой работы был проанализирован базовый план обработки и чертеж детали. Была выполнена оптимизация и составлен оптимизированный план обработки.
Спроектирована заготовка-штамповка. На основе оптимизированного плана обработки были составлены графы для линейных, диаметральных размеров и биений. Произведена частичная замена оборудования. Были пронормированны 3 механические операции и составлен комплект технологической документации.