Коротко о файле:ЕГУ / Кафедра "Технологических процессов в машиностроении и агроинженерии" / по дисциплине «Режущий инструмент» / Расчет машинно-ручного корригированного метчика для нарезания внутренней резьбы. / Состав: 1 лист чертеж (метчик корригированный) + 3D-модель + ПЗ (19 страниц)
Содержание
Введение 3
1. Машинно-ручные и машинные метчики. Типы и области применения 5
2. Конструктивные и геометрические параметры 8
3. Расчет машинно-ручного корригированного метчика 10
Заключение 18
Список использованной литературы 19
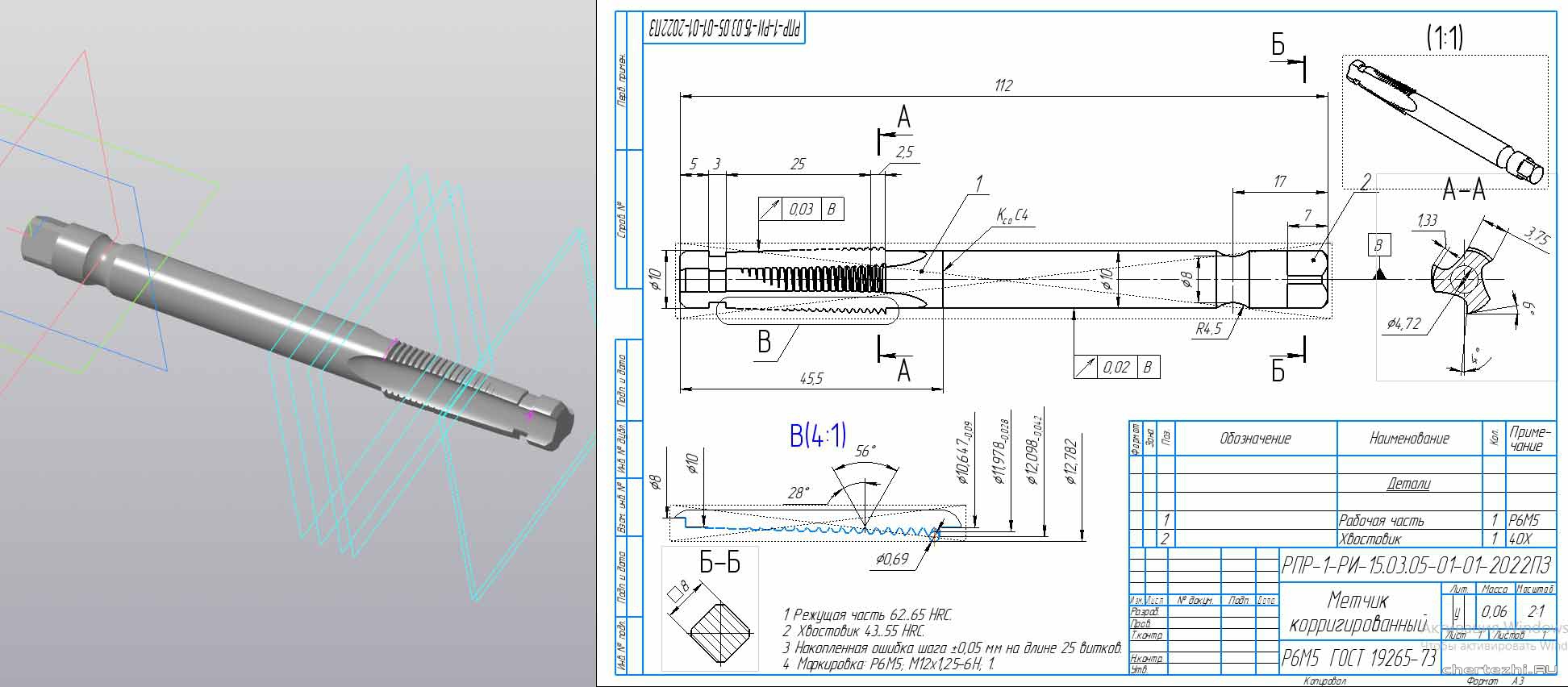
Требуется нарезать резьбу М12х1,25-6Н в сквозном отверстии длиной lз = 70 мм. Материал заготовки – Сталь 12Х2Н4А, твердость НВ 270. Шерохова-тость резьбы Rz = 32 мкм. Поскольку отверстие в заготовке сквозное, длиной более 1,5d, метчик должен иметь цапфу.
Результаты расчета метчика:
Шаг резьбы Р, мм
1,25
Средний диаметр резьбы d2, мм
11,978-0,028
Наружный диаметр d, мм
12,098-0,042
Внутренний диаметр d1, мм
10,647-0.090
Число перьев z
3
Диаметр хвостовика d3, мм
10
Сторона квадрата b, мм
8
Высота квадрата h, мм
7
Подача на зуб az, мм
0,23
Угол профиля зуба αК/2, градус
28
Длина заборного конуса L1, мм
25
Угол заборного конуса φ, градус
2
Длина калибрующей части L2, мм
2,5
Ширина пера b, мм
3,75
Диаметр сердцевины dc, мм
4,72
Передний угол ɣв, градус
4
Задний угол αв, градус
6
Падение затылка на режущей части К, мм
1,33
Угол наклона стружечных канавок ω, градус
о
Диаметр ролика для контроля среднего диаметра резьбы метчика dr, мм
0,69
Диаметр метчика по роликам dK, мм
12,782
Длина цапфы Lц, мм
5
Диаметр цапфы dц, мм
10
Ширина канавки Lк, мм
3
Расстояние до сварного шва Lc, мм
45,5
Длина метчика L, мм
112
Диаметр дна канавки d3, мм
8
Заключение
В ходе выполнения расчёта были рассмотрены машинно-ручные и машинные метчики, а также типы и области их применения на машиностроительном производстве. В данной работе разобраны конструктивные и геометрические параметры корригированного метчика. Этот резьбонарезной инструмент экономически целесообразен для применения нарезания крупных метрических резьб со степенью точности 6Н, и трапецеидальных резьб, имеющих более широкие поля допусков на заданные параметры.
В результате произведен расчет и выбор конструктивных и геометрических параметров корригированного метчика на основе, использования литературных и интернет информационных источников с использование действующих стандартов по ГОСТ.