Коротко о файле:МПУ / Кафедра автоматизации производства и информационных технологий / по дисциплине «Автоматизация производственных процессов» / Состав: 3 листа чертежи (компоновка РТК, деталь вал (2D,3D) + циклограмма + алгоритм работы + ПЗ (60 страниц).
Содержание
Список сокращений 7
Введение 8
1 Раздел технологический 9
1.1 Исходные данные 9
1.2 Характеристика технологичности. 10
1.3 Технологический процесс неавтоматизированной обработки детали вал. 11
1.4 Анализ возможности обработки детали в автоматизированном производстве. 15
1.5 Операционный технологический процесс обработки детали на токарном станке. 16
1.6 Распределение операций между оборудованием. Временные диаграммы 18
1.7 Разработка компоновки РТК. 22
2 Раздел автоматического управления системы 27
2.1 Алгоритм автоматизированной обработки детали. 27
2.2 Управляющая программа обработки детали 28
2.3 Циклограмма работы РТК в соответствии с разработанным алгоритмом. 29
2.4 Алгоритм функционирования РТК в соответствии с операционной технологией и компоновкой РТК 30
2.5 Структурная схема СУ ПР М20П40.01 типа УПМ-772. 31
3 Конструкторский раздел 38
3.1 Описание и обоснование устройства и принципа действия средств автоматизации 38
3.2 Расчет надежности и производительности РТК. 42
3.3 Расчет АСИО ГПС. 46
4 Технико-экономический раздел 53
4.1 Технико-экономическое обоснование выбранного варианта автоматизации техпроцесса. 53
Заключения 55
Список использованной литературы 56
Приложение 1 57
Приложение 2 59
Исходные данные
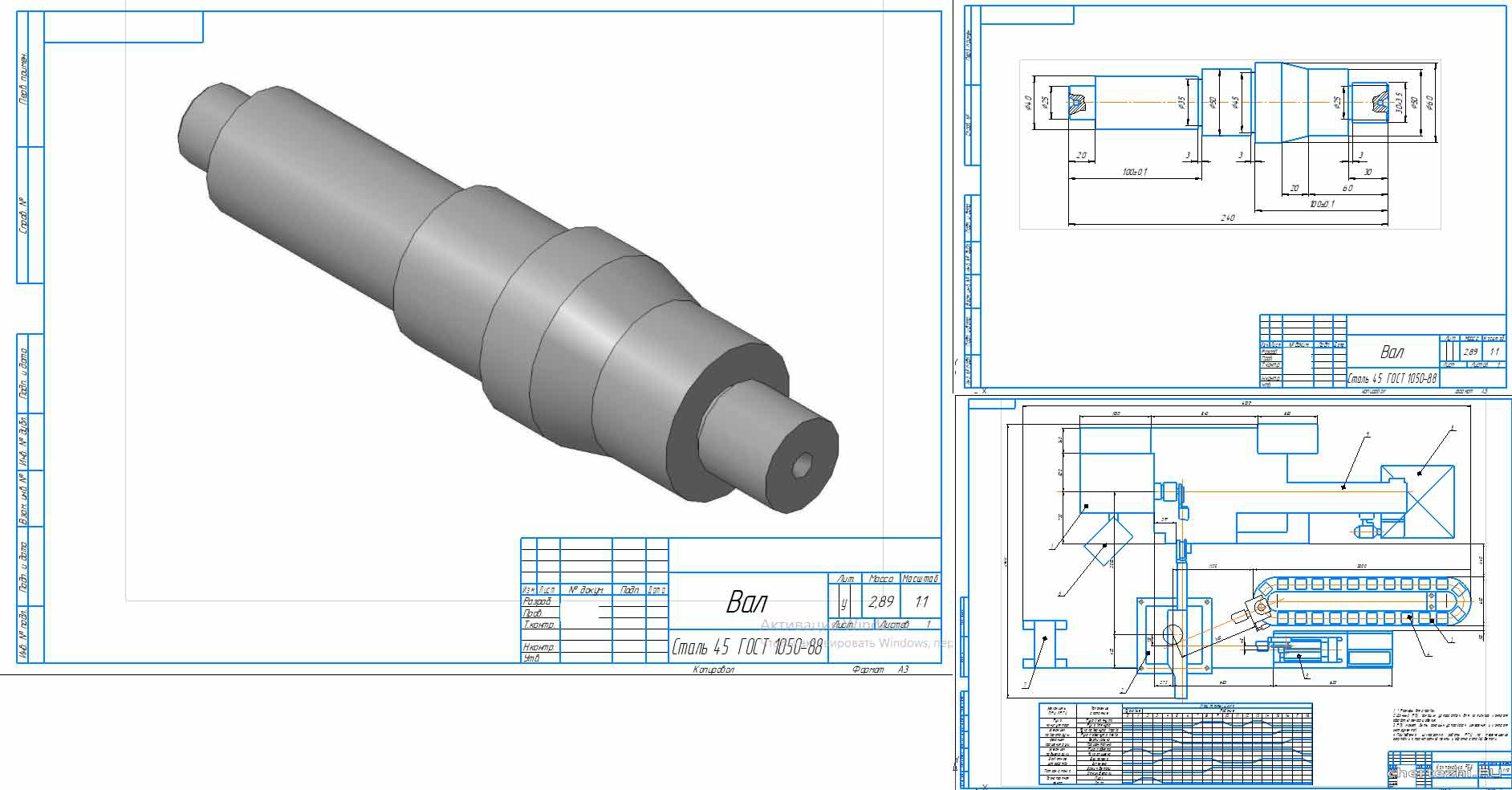
Наименование детали – вал.
Деталь относится к деталям типа тел вращения. Предназначена для передачи крутящего момента.
Материал – Сталь 45 ГОСТ 1050-88.
Заготовка – прокат, обрезанная, зачищенная.
Масса заготовки – 6,36 кг,
масса детали – 2.89 кг.
Тип производства - серийное
Годовой объём выпуска, шт.: N = 10000.
Деталь представляет собой ступенчатое тело типа вал с фасками на торце и резьбой. Исходя из этого, её поверхности следует обрабатывать точением, сверлением. Чтобы максимально приблизить форму заготовки к форме будущей детали и уменьшить расход материала, используем прокат.
Наиболее трудоемким конструктивным элементом являются канавки между сопрягаемыми цилиндрическими поверхностями 35 и 50, 45 и 60, 25 и 60, конусность 50 и 60.
Для закрепления детали при точении используем трёх кулачковый патрон.
Учитывая предъявляемые к детали типа вал технические требования по шероховатости, точности размеров и биению диаметров отверстий, его следует обрабатывать в 2 прохода. Допуски формы и расположения всех поверхностей должны обеспечиваться точностью станка и специального приспособления.
Заключения: В ходе выполнения курсового проекта были разработаны элементы роботизированного комплекса для обработки деталей типа вал.
Получены следующие данные:
Сравнение автоматизированного и неавтоматизированного ТП;
Распределение операций автоматизированного ТП на ОЦ;
Построена чертеж (2D) твердотельная модель (3D);
Операционная технология обработки детали;
Временную диаграмму обработки;
Составлен алгоритм автоматизированной обработки;
Циклограмма работы РТК;
Алгоритм функционирования РТК;
Рассчитан коэффициент готовности системы η=0,995;
Показатель производительности системы Q=22 шт/смена;
Разработана схема и алгоритм измерения детали на станке.
Написана программа ЧПУ для токарной и сверлильной операции
Сравнение технико-экономические показатели неавтоматизированного ТП tшт=31.38 мин и автоматизированного ТП tшт=16.17 мин, рассчитана экономическая эффективности внедрения станков с ЧПУ Эг=67454 руб.;
Как показал опыт внедрения, робототехника является новой формой технической и организационной ячейки, наиболее полно отвечающей потребностям современного производства.
Робототехника - гибкая, экономная и рациональная форма обработки деталей и изделий более высокой стоимости и лучшего качества средними и малыми сериями.