Коротко о файле:МЭМТ / Технология машиностроения / Состав: 11 листов чертежей (чертеж детали, заготовки, фрезы, зажимного приспособления, контрольного приспособления, карты наладки, чертеж участка) + 3D-модель втулки и разреза + технологический процесс + спецификации + ПЗ (88 страниц) + доклад.
Содержание
Введение
1 Основная часть
1.1 Назначение и описание конструкции детали
1.2 Материал детали, его свойства и характеристика
2 Технологическая часть
2.1 Анализ технологичности конструкции детали
2.2 Разработка маршрутного технологического процесса
2.3 Выбор способа получения и проектирования заготовки
2.4 Выбор технологического оборудования и его техническая характеристика
2.5 Расчет режимов резания и норм времени
3 Конструкторская часть
3.1 Расчет, проектирование и описание станочного приспособления
3.2 Расчет и проектирование режущего инструмента
3.3 Расчет и проектирование средства технического контроля
4. Организационная часть
4.1 Планировка участка
4.1.1 Принципы организации производства на участке
5. Экономическая часть
5.1 Расчет показателей работы участка до оптимизации технологического процесса
5.1.1 Определение типа производства
5.1.2 Расчет количества рабочих мест и их загрузка
5.1.3 Расчет амортизационных отчислений
5.1.4 Расчет численности рабочих и фонда заработной платы
5.1.5 Расчет себестоимости и цены изделия
5.1.6 Сводная таблица технико-экономических показателей работы участка
5.2 Расчет показателей работы участка после оптимизации технологического процесса
5.2.1 Определение типа производства
5.2.2 Расчет количества рабочих мест и их загрузка
5.2.3 Расчет амортизационных отчислений
5.2.4 Расчет численности рабочих и фонда заработной платы
5.2.5 Расчет себестоимости и цены изделия
5.2.6 Сводная таблица технико-экономических показателей работы участка
5.3 Сравнительный анализ технико-экономических показателей
6. Охрана труда
6.1 Техника безопасности при работе на металлорежущих станках
6.2 Промсанитария на рабочем месте и участке
6.3 Техника противопожарной безопасности на рабочем месте и участке
6.4 Влияние технологического процесса на окружающую среду
Список использованной литературы
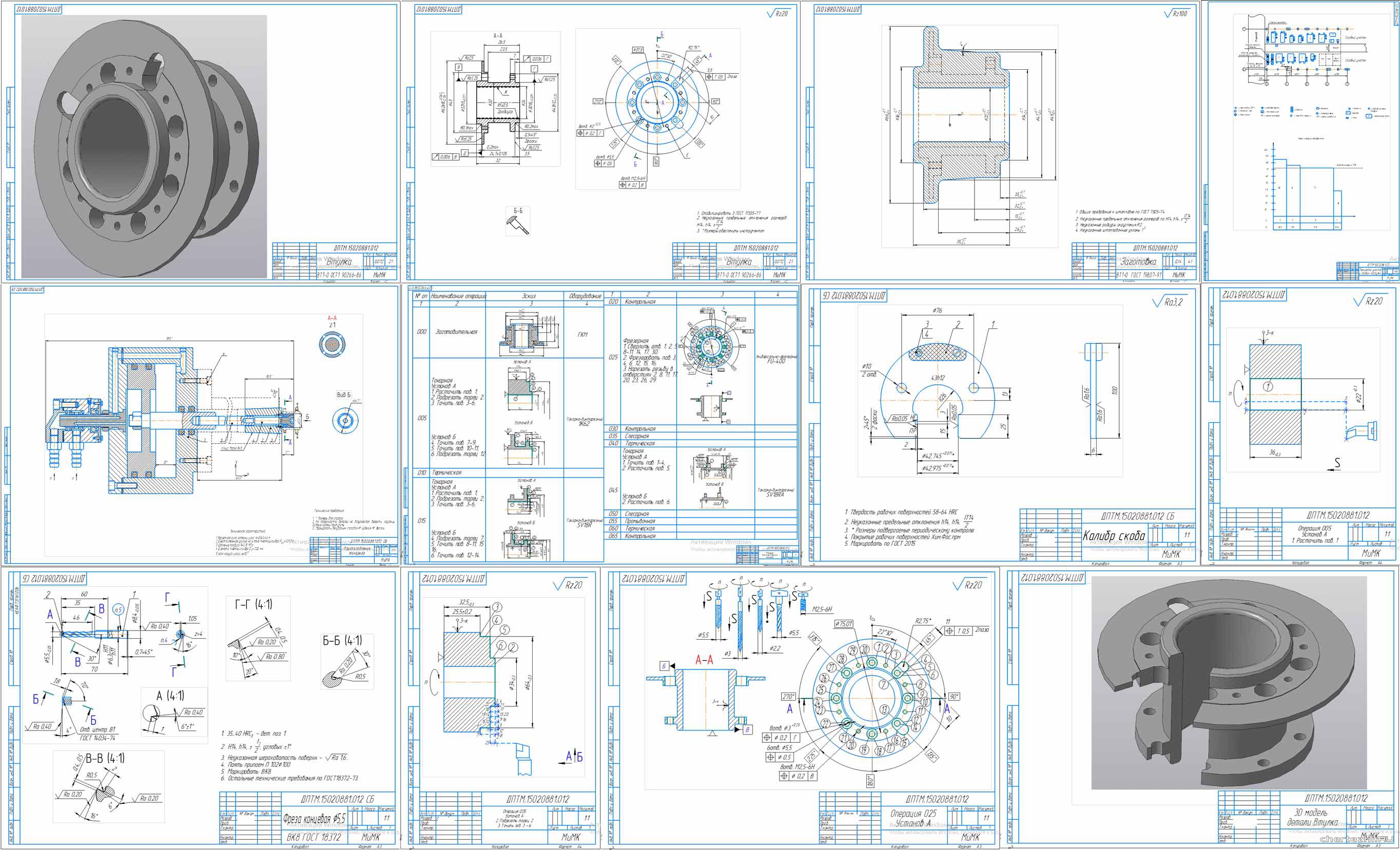
Дaнная втулка служит для соединения основания прибора с внутренней рамой карданова подвеса через узел, называемый опорой. Через отверстие втулки проходит токоподвод, обеспечивающий неограниченный угол поворова основания вокруг оси подвеса гиростабилизированной платформы прибора. Для уменьшения влияния ударных и вибрационных воздействий на чувствительные элементы гиростабилизированной платформы между втулкой и основанием установленна пружина.
Втулка является телом вращения фланец ⌀43h12 служит для соединения со сборочной единицей "основание", фланец ⌀62е8 служит для соединения со сборочной единицей "опора", через отверстие ⌀24 проходит токоподвод.
Данная деталь изготавливается из технического титана ВТ1-0ОСТ1 90266.
Анализ технологического процесса существующего на предприятии «НПО электромеханики» выявил следующие недостатки:
1.Обработка происходит на универсальном оборудовании;
2.В качестве заготовки используется пруток;
3.Часть операций обработки детали выполняется вручную;
4.Технология требует большого количества станочных приспособлений;
В проектном варианте ТП предлагается заменить способ получения заготовки с проката на штамповку.
Величины составляющих силы резания позволили рассчитать необходимое усилие зажима в станочных приспособлениях.
Спроектировано станочное приспособление для операций Токарная не имеющие аналогов на предприятии, определены все их конструктивные параметры.
Вращающийся пневмоцилиндр крепится к шпинделю станка через присоединительную муфту, оправка устанавливается в шпиндель станка по конусу, к воздухозаборной муфте крепятся шланги с подачей воздуха. При подаче воздуха через правую полость пневмоцилиндра происходит закрепление заготовки, через левую полость происходит раскрепление детали.
Для контроля ⌀43h12 спроектированна калибр – скоба.