Коротко о файле:Дипломный проект - ПЗ, + 6 листов чертежи А1 общего вида автомата, 1 лист А1 -державка, 1 лист А1 -циклограмма.
Разработанный мною автомат, служит для накатки резьбы на детали « Коническая резьбовая пробка – 3/8 ».
Резьба накатывается стандартной резьбонакатной головкой ВНГН – 4.
Автомат оснащён пневматическими приводами управления поворота стола с двумя позициями и механизмом подачи станка 2А135.
Автомат разработан на базе универсального вертикально- сверлильного станка модели 2А135.
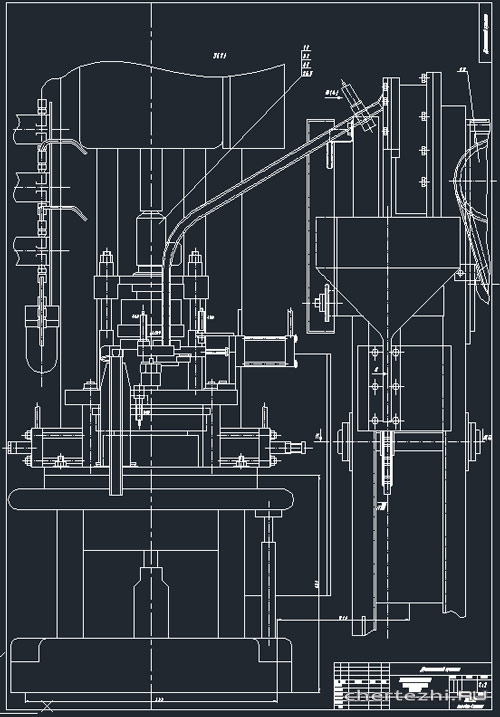
Устройство и принцип работы автомата
Автомат для накатки резьбы на детали « Коническая резьбовая пробка » состоит из пневмоцилиндра поворота стола, бункера, лотка, трубы, механизмов поворота стола: рычажно-храпового и кулачково-роликового.
От электродвигателя М1, через клиноремённую передачу и редуктор вращается вал, на котором посажена шпоночным соединением звёздочка. С помощью цепной передачи, передаточное отношение которой равно единице, вращение передаётся на диск со штырём, который вращается внутри бункера (2), куда засыпаются заготовки. Диск, со штырём вращаясь не допускает заклинивания заготовок в бункере. На этом же валу вращается звёздочка вертикального транспортёра, передаточное отношение которого тоже равно единице, который подаёт заготовку в трубу. Звено цепи, специальной конфигурации, захватывает по одной заготовке на дне бункера с окошка. Заготовки по пути к трубе сразу же ориентируются. Рядом со звёздочкой вертикального транспортёра на шпонку посажен барабан, на котором находится кулачёк с криволинейным пазом. Ролик, вращаясь по криволинейному пазу, выдвигает и задвигает ползуны, в которых вкручена гайка со штырём. Если заготовки правильно ориентированы, они одеваются на штырь и продолжают движение до трубы. А если заготовки перевернуты, то штыри, то штыри сталкивают заготовку опять в бункер. Дольше заготовка под действием силы тяжести продвигается по трубе и падает на стойку. Затем срабатывает датчик SQ5 и пневмоцилиндр отсекателя диаметром 80 мм ползушки, которая продвигает заготовку до отверстия. Так заготовка одевается на лепесток.
В это время срабатывает датчик SQ4 и пневмоцилиндр поворота стола диаметром 80 мм. двигает рейку, которая находится в зацеплении с зубчатым колесом. С зубчатым колесом жестко связано храповое колесо с собачкой. На храповое колесо посажено на шпонку зубчатое колесо, которое находится в зацеплении с поворотным столом с двумя позициями. Поворотное движение передаётся от рейки штока пневмоцилиндра поворотного стола при заклинивании собачки.
После поворота стола на 180˚ срабатывает датчик SQ3, и пневмоцилиндр останавливает поворотный стол в рабочей позиции. При возврате рейки-штока, который происходит во время обработки, обратный поворот поворотного стола исключается за счёт проскакивания собачки по храповому колесу.
При вращении стола, ролики кулачково-роликового механизма перемещаются по криволинейному пазу кулачка и выдвигают толкатели. Толкатель разжимает лепесток, закрепляя заготовку, после этого происходит накатка резьбы.
Обработка происходит, когда срабатывает датчик SQ1 и пневмоцилиндр диаметром 80 мм. подаёт механизм подачи станка 2А135. После обработки срабатывает датчик SQ2 и пневмоцилиндр подачи 2А135 диаметром 80 мм. возвращает механизм подачи станка на своё исходное положение.
СОДЕРЖАНИЕ
Введение
1 Резьбообрабатывающие станки
1.1 Методы изготовления резьб
1.2 Болторезные станки
1.3 Резьбонакатные станки
1.4 Гайконарезные станки
2 Конструкторская часть
2.1 Назначение автомата
2.2 Устройство и принцип работы автомата
2.3 Расчёт режимов накатки
2.4 Расчёт диаметра пневматического цилиндра
2.5 Расчёт клиноремённой передачи
2.6 Кинематический и геометрический расчёт реечной передачи
2.7 Проверочный рачет на выносливость
2.8 Расчет приспособлении на точность
3 Экономическая часть
3.1 Определение экономической эффективности новой конструкции технологического оборудования
3.2 Исходные данные
3.3 Определение капитальных вложений потребителя по вариантам
3.4 Определение эксплуатационных расходов при использовании базового и нового оборудования
3.5 Определение экономического эффекта от приобретения нового оборудования
4 Охрана труда
4.1 Общие организационные мероприятия по охране труда
4.2 Мероприятия по технике безопасности
4.3 Санитарно гигиенические мероприятия
4.4 Противопожарные мероприятия
Заключение
Список использованной литературы
Приложение