Дипломний проект - Проектування технологічного процесу виготовлення деталі “Напрямна” АГЕ 506.711.20 з розробкою конструкторсько-технологічної документації
Коротко о файле:ЧДТУ / Факультет комп’ютеризованих технологій машинобудування та дизайну / Кафедра «Технології та обладнання машинобудівних виробництв» / В дипломній роботі розкрито службове призначення деталі ,,Напрямна,, дано характеристику виробництва, перевірено забезпечення точності розмірів за варіантами технологічного процесу. В дипломній роботі виконано: аналіз технологічності конструкції деталі, обґрунтований вибір заготовки, розроблений технологічний процес виготовлення деталі "Напрямна" (МОК - маршрутно-операційна карта), вибрано оснащення і методи контролю, виконано розрахунки припусків, режимів різання та норм часу. Спроектовано: спеціальний верстатний пристрій для обробки деталі "Напрямна" на фрезерному вертикальному верстаті 6Т12Ф20 з ОПК, а також спеціальний різальний інструмент – фрезу кутову торцеву з зносостійким покриттям з TiN (нітрид титану), контрольний пристрій для вимірювання відхилення від паралельності площин. / 10 аркушів креслення + специфікації + 3D-модель + ПЗ.
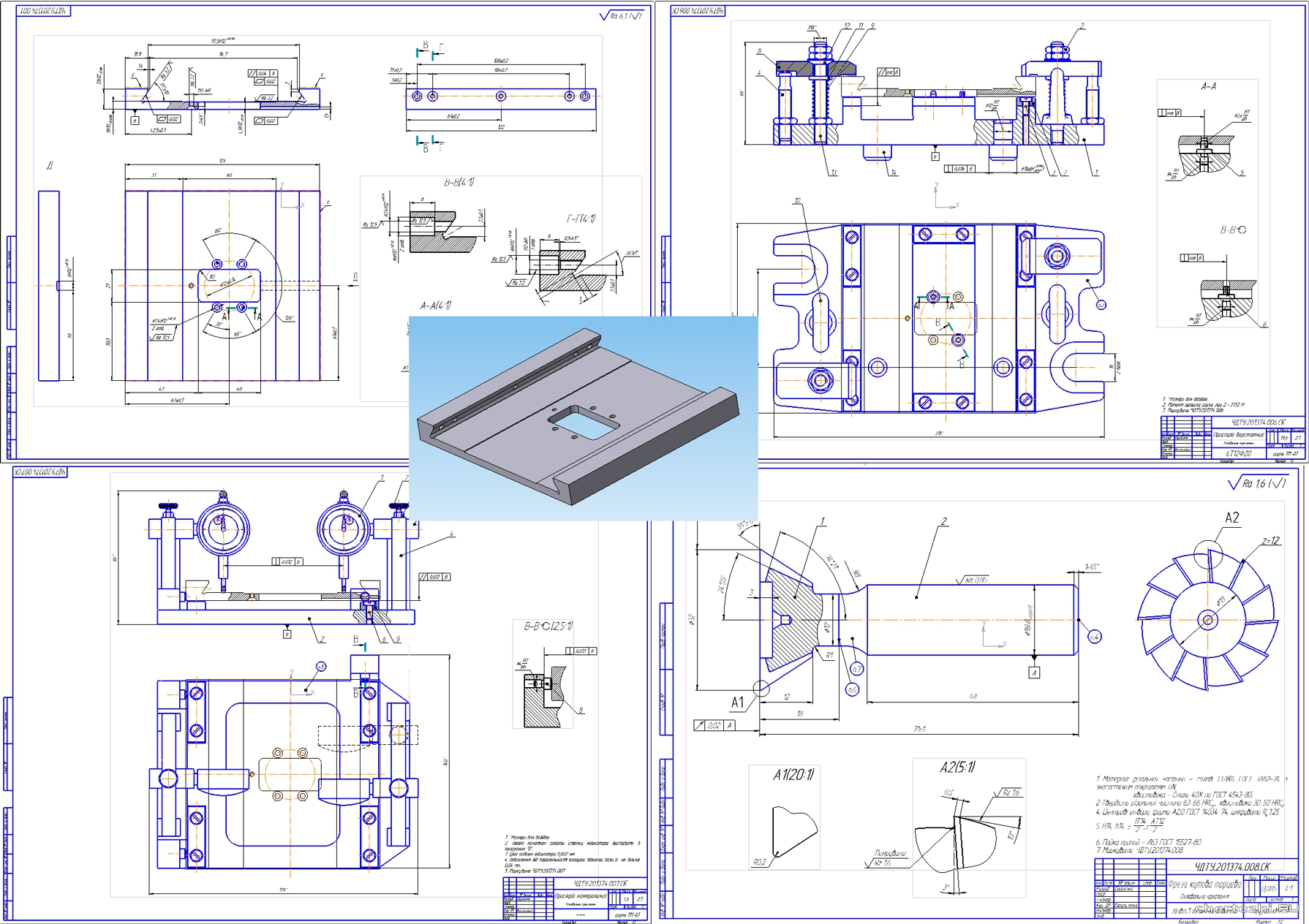
Креслення проекту: Напрямна, Напрямна (штамповка), Карта інструментального налагодження на операцію 090, Варіанти маршрутів обробки деталі, Варіанти методів обробки поверхонь, Пристрій верстатний Складальне креслення, Пристрій контрольний Складальне креслення, Розмірний аналіз ТП, Фреза кутова торцева Складальне креслення, Безпека при експлуатації верстатних пристосувань
ЗМІСТ
Вступ
1 Спеціальна частина
1.1 Підвищення продуктивності та якості обробки за рахунок нанесення покриття TiN
2 Технологічна частина
2.1 Розробка технологічного процесу виготовлення деталі ,,Напрямна,,
2.1.1 Підготовка і вивчення вихідних даних 2.1.1.1Формулювання службового призначення деталі і основних вимог до неї 2.1.1.2Вибір та обгрунтування матеріалу деталі, призначення термічної обробки 2.1.1.3Розробка технічних вимог на параметри точності виходячи із службового призначення деталі 2.1.1.4Кодування деталі 2.1.1.5Аналіз виробничої програми, визначення типу та організаційної форми виробництва 2.1.1.6Аналіз технологічності конструкції деталі 2.1.1.7Попередній вибір заготовки і методу її одержання 2.1.1.8Визначення припусків на механічну обробку
2.1.2 Розробка маршрутного технологічного процессу 2.1.2.1Виявлення і аналіз розмірних зв’язків поверхонь деталі та формулювання основних технологічних задач 2.1.2.2Вибір принципової схеми маршруту обробки деталі 2.1.2.3Вибір і обґрунтування технологічних баз 2.1.2.4Вибір методів і кількості ступенів обробки поверхонь (МОП) 2.1.2.5Вибір варіантів маршрутів обробки деталі (МОД)
2.1.3 Розробка операційного технологічного процессу 2.1.3.1Формування раціональної структури операцій 2.1.3.2Розрахунок граничних значень припусків та операційних розмірів 2.1.3.3Розробка креслення заготовки 2.1.3.4Вибір технологічного обладнання 2.1.3.5Вибір пристроїв 2.1.3.6Вибір різального і допоміжного інструменту 2.1.3.7Вибір методів і засобів технічного контролю якості деталі 2.1.3.8Розробка маршрутно-операційного технологічного процесу 2.1.3.9Призначення і розрахунок режимів обробки 2.1.3.10Нормування операцій 2.1.3.11Вибір засобів механізації і автоматизації технологічного процесу 2.1.3.12Вибір розмірної наладки 2.1.3.13Проектування схем інструментального налагодження 2.1.3.14Оформлення технологічної документації
2.1.4 Визначення економічної ефективності технологічного процесу
3 Конструкторсько-технологічна частина
3.1 Проектування спеціального верстатного пристрою
3.1.1 Розробка технічного завдання на проектування спеціального верстатного пристрою 3.1.1.1Формулювання службового призначення пристрою
3.1.2 Проектування пристрою 3.1.2.1Аналіз вихідних даних 3.1.2.2Розробка принципової схеми та ескізного компонування пристрою 3.1.2.3Уточнення умов налагодження 3.1.2.4Розробка розрахункової схеми та силовий розрахунок пристрою 3.1.2.5Розрахунок верстатного пристрою на точність обробки
3.1.3 Конструювання пристрою 3.1.3.1Розробка загального вигляду пристрою 3.1.3.2Розрахунки на міцність та забезпечення жорсткості пристрою 3.1.3.3Технічні вимоги до пристрою 3.1.3.4Опис конструкції пристрою, принципу його роботи, складання технічного паспорта
3.2 Проектування спеціального контрольно-вимірювального пристрою
3.2.1 Розробка технічного завдання на проектування спеціального контрольно-вимірювального пристрою
3.2.2 Проектування пристрою
3.2.3 Конструювання пристрою
3.3 Проектування спеціального різального інструменту
3.3.1 Розробка технічного завдання на проектування спеціального різального інструменту
3.3.2 Проектування різального інструменту
3.3.3 Конструювання різального інструменту
4. Охорона праці
4.1 Аналіз умов праці при виготовленні деталі ,,Напрямна,,
4.2 Розробка заходів з охорони праці при виготовленні деталі ,,Напрямна,,
5. Організаційно-економічна частина
5.1 Вибір та обгрунтування окремих проектних рішень
Висновки
Список використаних джерел
Додатки
ВИСНОВКИ
В дипломній роботі виконано: аналіз технологічності конструкції деталі, обґрунтовано вибір заготовки, розроблено технологічний процес виготовлення деталі “Напрямна” (маршрутно-операційні карти), виконано розрахунки припусків, режимів різання та норм часу.
Спроектовано: спеціальний верстатний пристрій для обробки деталі ,,Напрямна,, на фрезерному вертикальному верстаті 6Т12Ф20 з ОПК, а також спеціальний різальний інструмент – фрезу кутову торцеву з зносостійким покриттям з TiN (нітрид титану), контрольний пристрій для вимірювання відхилення від паралельності площин.
Розроблені заходи з ОП.
Виконано розрахунки собівартості деталі “Напрямна”, та розраховано рiчний економiчний ефект.
Рiчний економiчний ефект вiд впровадження нового технологічного процесу по обробцi деталі “Напрямна”:
Ееф. = 69750 грн.