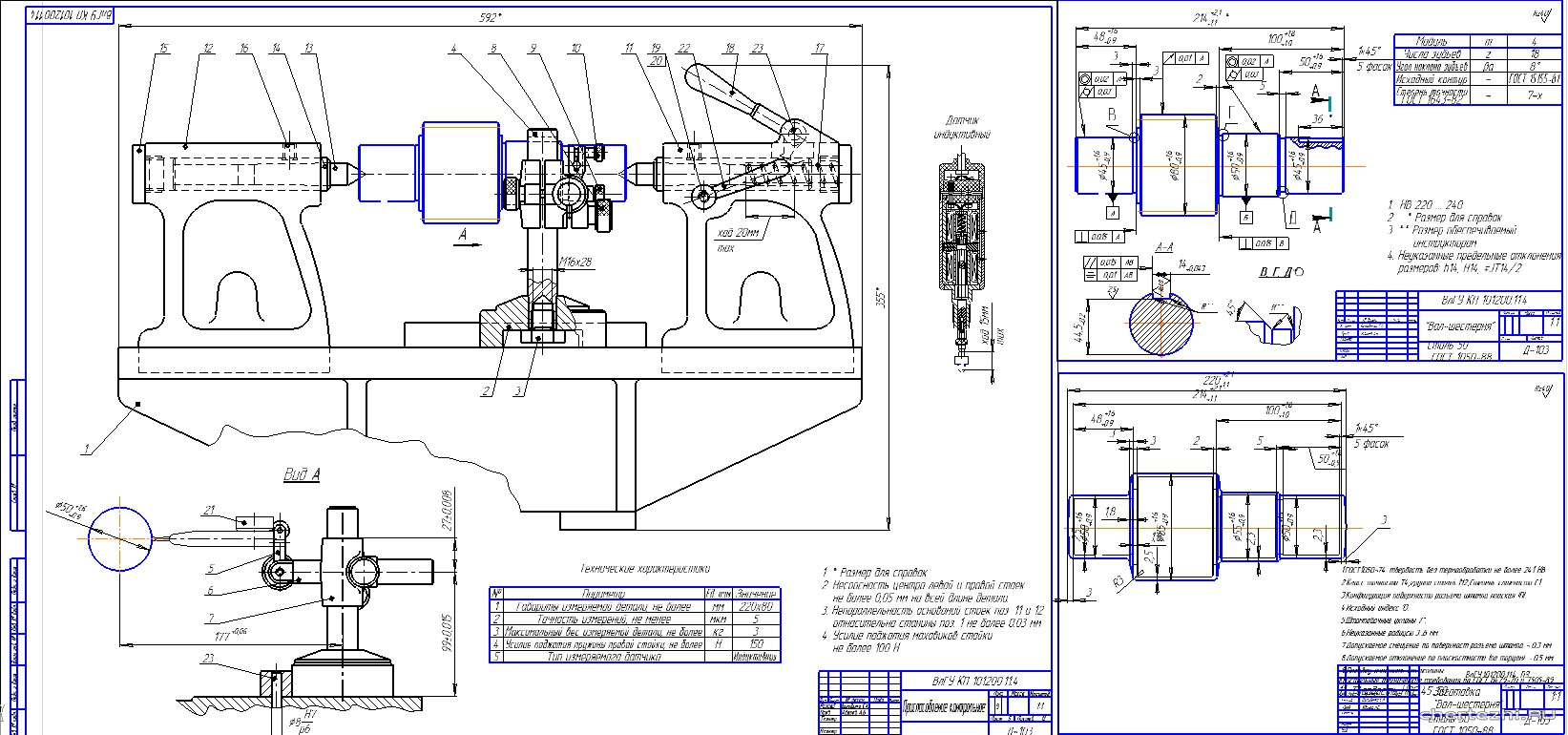
ВлГУ.Деталь представляет собой вал-шестерню. Узел машины в который входит данная деталь может представлять собой редуктор, либо этот вал-шестерня непосредственно соединен с каким-либо звеном машины и приводит в движение вспомогательные агрегаты и узлы. Две поверхности длиной 44 мм 45 мм должны быть выполнены по 7 квалитету точности; Зубчатая поверхность длиной 61 мм 80 мм – степень точности 7-Х; Шпоночный паз длиной 36 мм, шириной 14 мм и глубиной 5,5 мм – по 9 квалитету точности; Остальные неуказанные предельные отклонения размеров по 14 квалитету точности. Операции получения детали, по номерам маршрута представлены на чертежах
КГТУ им. А.Н.Туполева / Кафедра технологии производства двигателей / Дисциплина " Групповые технологии гибких автоматизированных производств / 4 листа чертежи (детали) + 1 карта заготовки + 4 маршрутные карты + 15 Операционных карт механической обработки с эскизами операций + ПЗ.
ЭТИ(ф)СГТУ / Кафедра ТЭМ / Дисциплина "Технология машиностроения" / Целью проекта является выбор оптимального варианта получения детали, и снижения трудоемкости и себестоимости технологического процесса механической обработки путем перевода технологического процесса с устаревших моделей оборудования на более современные. Деталь «Уголок» представляет собой плоское тело. Для изготовления детали в качестве материала на заготовку целесообразно рассмотреть сталь 45 или сталь 40Х. Обработка детали производится на многоцелевом станке 2204ВМФ4. Станок 2204ВМФ4 многоцелевой с инструментальным магазином на 30 инструментов. Смена инструмента производится автоматически. Мощность двигателя 6,3 кВт. Производит все виды фрезерных и сверлильных и расточных работ. / 4 листа чертежи + маршрутные карты + контроль + ПЗ.
МГИУ / Целью данного проекта является усовершенствование существующего технологического процесса изготовления чашки дифференциала левой автомобиля ЗИЛ 5301 за счет замены режущего инструмента и повышения эффективности обработки поверхности. Проект предусматривает внедрение более совершенных и менее энергоемких технологий, что влечет за собой сокращение времени обработки, снижение себестоимости и увеличение годового экономического эффекта. В проекте разработана методика выбора оптимального метода механической обработки поверхности, за счет замены двух режущих инструментов на один комбинированный. / Состав: 12 листов чертежи + спецификация + ПЗ.
ОрёлГТУ / В проекте: чертежи 5 листов, пояснительная записка, спецификации. Отливка «Корпус» отливается из серого чугуна марки СЧ20 по ГОСТ 1412-85 массой 6,6 кг. Толщина стенок отливки составляет 10 мм. Длина отливки 200 мм, диаметр средней части 64 мм. Деталь обрабатывается механически: высверливаются 9 отверстий, часть поверхности для получения заданной чистоты и размеров, подвергают токарной и фрезерной обработке, остальное получают литьём.