Коротко о файле:ОГАСА / Кафедра производства строительных изделий и конструкций / В настоящем проекте разработано производство сборных железобетонных изделий для строительства одноэтажных зданий промышленного назначения. Мощность проектируемого предприятия 100 тыс. м3/год. / Проектом предусмотрено производство железобетонных изделий следу-ющей номенклатуры: стропильные фермы и балки для перекрытия пролётов 18 и 24 м, колонны фахверковые, крайних и средних рядов, ребристые плиты размером 3×6 м, фундаментные и подкрановые балки, стеновые панели. / СОстав: 9 листов чертежей + ПЗ (87 страниц) + доклад.
СОДЕРЖАНИЕ
I. Общая часть
1.1 Введение
1.2 Обоснование мощности предприятия и его состав
1.3 Место строительства
1.4 Характеристика района строительства предприятия
II. Технологическая часть
2.1. Номенклатура продукции предприятия
2.2. Характеристика выпускаемой продукции
2.3. Фундаментные балки
2.4. Подкрановая балка (серия 1426.1-4)
2.5. Выбор способа производства
2.6. Описание технологии основного производства
2.7. Сырьё и материалы
2.8. Приготовление бетонной смеси
2.9. Приготовление и нанесение смазки
2.10. Укладка бетонной смеси
2.11. Термообработка изделий
2.12. Распалубка изделий
2.13. Изготовление арматурных каркасов
2.14. Расчёт цикла формования наружных стеновых панелей
2.15. Режим работы предприятия
2.16. Подбор состава бетона
2.17. Определение геометрических размеров склада
2.18. Определение площади склада готовой продукции
III. Теплотехническая часть
3.1. Технологический расчёт
3.2. Теплотехнический расчёт
3.3. Расчёт экзотермии цемента
3.4. Материальный баланс
3.5. Тепловой баланс периода подъёма температуры
3.6. Тепловой баланс периода изотермической выдержки
IV. Автоматизация производства
4.1. Системы автоматического регулирования пропарочных камер
V. Архитектурно-строительная часть
5.1. Проектирование генерального плана
5.2. Планировка и застройка
5.3. Проезды и расстояния между зданиями и сооружениями
5.4. Вертикальная планировка
5.5. Благоустройство
5.6. Архитектурно-планировочное решение
5.7. Конструктивное решение главного производственного корпуса
5.8. Фундаменты и фундаментные балки
5.9. Железобетонные колонны
5.10. Подкрановые балки
5.11. Стены
5.12. Фермы
5.13. Кровля
5.15. Окна, двери, ворота
5.13. Формовочный пролёт в осях А- Б
5.14. Формовочный пролёт в осях Б – В
5.15. Формовочный пролёт в осях Г – Д
VI. Механическое оборудование
6.1. Оборудование для натяжения арматуры
6.2. Формоукладчик
VI. Охрана труда
6.1. Характеристика ожидаемых опасностей
6.2. Пожарная безопасность
6.3. Проектирование бытовых помещений
6.4. Обоснование основных мероприятий, инженерных решений,
обеспечивающие безопасные условия строительства или эксплуатации проектируемого объекта
6.5.1. Противопожарные мероприятия
6.5.2. Устранение вредного воздействия вибрации и шума
6.6. Охрана окружающей среды
6.7. Расчёт устойчивости пружин виброплощадки
IX. Экономика строительства.
Список используемой литературы
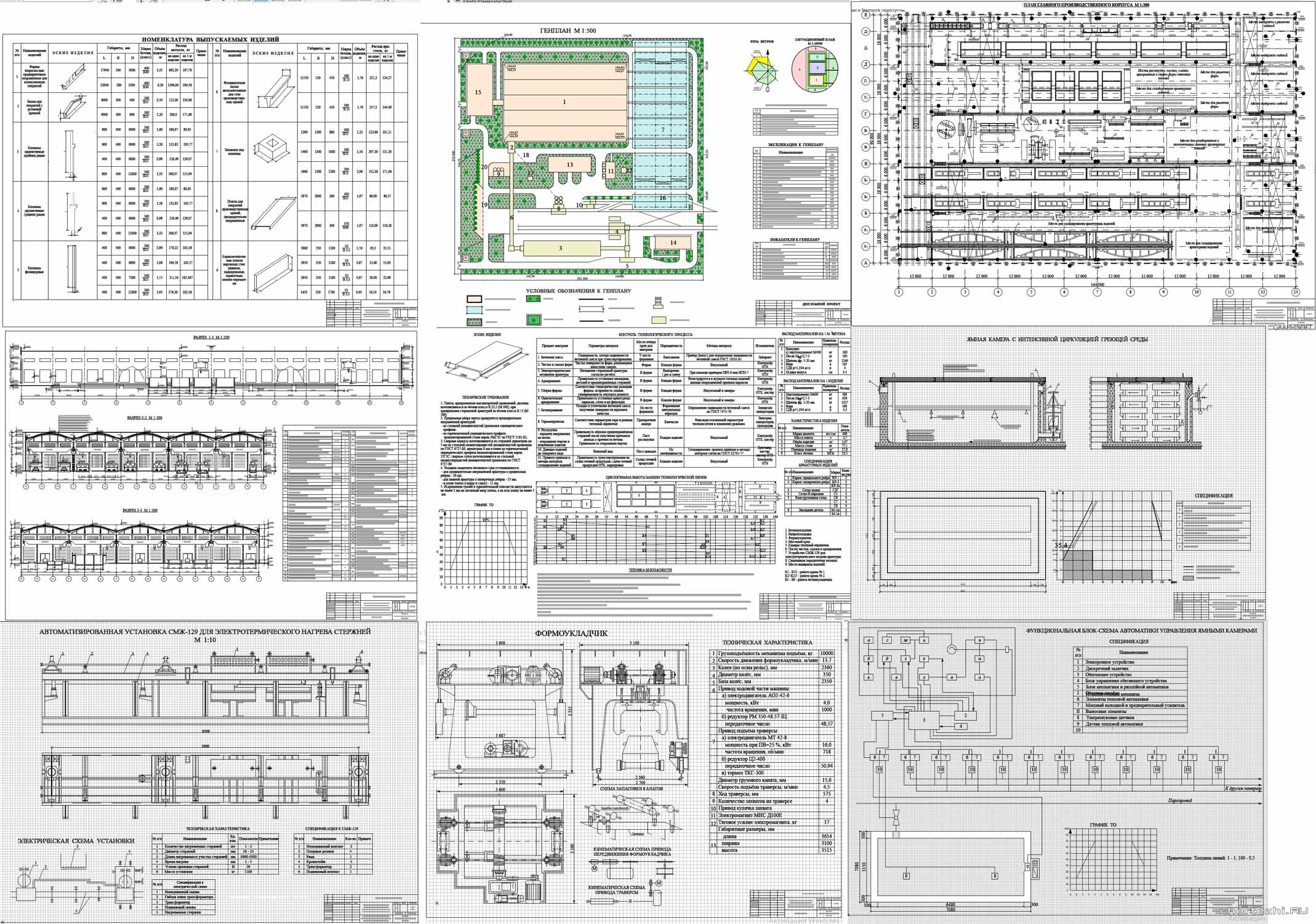
Чертежи проекта:
1.Номенклатура выпускаемых изделий,
2.Генеральный план завода ЖБИ,
3.План главного производственного корпуса,
4.Продольный и поперечные разрезы завода ЖБИ,
5.Технологическая карта на изготовления ребристой плиты покрытия,
6.Ямная камера с интенсивной циркуляцией греющей среды,
7.Автоматизированная установка СМЖ-129 для электротермического нагрева арматурных стержней,
8.Формоукладчик,
9.Функциональная блок-схема автоматизации управления ямными камерами
Проектируемое предприятие по производству сборных ж/б конструкций должно обеспечить потребность обслуживаемой зоны выпускаемой продукцией, т.е. плитами перекрытий, фермами, колоннами, подкрановыми балками, стеновыми панелями.
Планом развития предусматривается ежегодное строительство 3-4 зданий для строительной индустрии, машиностроения и других производств.
После подсчёта потребности в сборном ж/б для одного здания и определения процентного соотношения различных конструкций определилась следующая номенклатура и объём выпуска продукции.
Плиты перекрытия 3×6 – 31533,6 м3; фермы 18 м и 24 м – 5515,4 ; колонны – 15068,7 м3; фундаментные и подкрановые балки – 17416,1 м3; стеновые панели – 30465 м3.
Для обеспечения выпуска продукции в номенклатуре и объёме предусмотрено:
-бетонное хозяйство в составе: бетоносмесительного узла, складов цемента, заполнителей бетонной смеси, химдобавок.
-главный производственный корпус;
-арматурный цех;
-компрессорная для обеспечения работы соответствующего оборудования, в том числе пневмотранспорта;
-комплекс административно-хозяйственного обслуживания в составе административно-бытового корпуса, материальных складов, ремонт-но-механической мастерской.
В номенклатуре принят комплект сборных ж/б изделий, обеспечивающий строительство промышленных объектов. Расчётная номенклатура: фермы стропильные, балки стропильные; плиты покрытия рёбристые; стеновые панели; колонны; фундаментные балки; башмаки под колонны.
Комплект для зданий и сооружений промышленного назначения принят на основании дефицита сборных бетонных и ж/б изделий.
Планируемый комплект изделий изготавливается в соответствии с «Территориальным каталогом типовых сборных бетонных и ж/б конструкций зданий и сооружений для промышленного строительства» в г. Макеевке.
Завод по производству сборных ж/б конструкций для одноэтажных пром. зданий производительностью 100 тыс. м3 в год запроектирован в г. Макеевкае. Район строительства относится ко II климатическому району. Температура наружного воздуха абсолютная минимальная - 20°С. Вес снегового покрова на 1 м2 горизонтальной поверхности земли 50 кг/м2.
Нормативный скоростной напор ветра для высоты над поверхностью земли до 100 м – 35 кг/м2.
Строительная площадка представляет собой прямоугольник площадью 10,4 га.
Потенциальными потребителями продукции завода являются строящиеся предприятия промышленности в самом городе и промзонах за его чертой и близлежащих городах.
В 20 км от города находиться карьер песка, откуда возможен завоз песка автомобильным транспортом. Керамзитовый гравий завозится на за-вод также автомобильным транспортом с местного завода. Готовая продукция отправляется потребителю авто- и железнодорожным транспортом.
Номенклатурой продукции проектируемого здания являются сборные ж/б изделия одноэтажных промышленных зданий оборудованных мосто-выми кранами с пролётом 18 и 24 м и шагом колонн крайнего ряда и сред-него рядов – 12 м.
Стеновые ограждения приняты из керамзитовых панелей длиной 6 м, для чего предусмотрены фахверковые колонны.
Несущими конструкциями покрытия являются предварительно-напряжённые фермы.
В качестве плит перекрытия приняты рёбристые, предварительно-напряжённые плиты размером 3х6 м.
Ребристые плиты перекрытия, железобетонные, предварительно напряжённые плиты покрытия размером 3×6 м без проёмов и с пролётом в полке.
Для изготовления плит предусмотрено применения тяжёлого бетона класса В-300. В качестве напряжённой арматуры принята сталь арматурная класса А-III по ГОСТ 5781-81
В качестве арматуры сварных каркасов и сеток применяется стержневая арматура класса А-III и арматурная проволока класса Вр-I
Сварные арматурные изделия должны удовлетворять требованиям ГОСТ 10922-75. Монтажные петли, входящие в состав опорных закладных деталей, должны изготавливаются из гладкой арматуры класса АI.
Натяжение арматуры осуществляется электротермическим способом. Температура нагрева арматуры не должна превышать 450°С для арматуры класса А-IV. Предельное отклонение величины напряжения не должно превышать ±600 кг/см2.
Обрезка арматуры должна производиться таким образом, чтобы кон-цы обрезаемых стержней выступали за торцевые поверхности продольных рёбер не более чем на 5 мм. После обрезки выступающие концы должны быть зачищены слоем цементно-песочного раствора или лаком.
Точность изготовления плит:
-отклонение в миллиметрах от проектных размеров плит не должно превышать:
-по длине ±8, по ширине ±5, по толщине ±3, по высоте ±5;
-отклонение в мм толщины защитного слоя бетона не должна превышать ±3 при толщине защитного слоя до 10 мм;
-отклонения фактической массы плит от максимальной массы не должно превышать 7%;
-в готовых плитах на поверхности полки на поперечных ребрах до-пускаются трещины с раскрытием 0,005 мм;
Стержни напрягаемой арматуры могут быть состыкованы контактной сваркой. Стыки должны располагаться не ближе 3 м от середины стержня.
-объём бетона – 2,78 м3
-расход стали – 116,93 кг.