Рентабельность производства зависит от последовательности выполнения операций, которые связаны с изменением формы, размеров, и других характеристик, для получения требуемых. Этот перечень операций, которые располагаются в строгой последовательности, называется технологический процесс. Курсовая работа используется для обучения, анализа, переработки и использования документов для выполнения проектов, согласно ТЗ. На сайте предлагаются проекты по разработке техпроцессов обработки деталей методом:
- механической обработки;
- восстановления и ремонта;
- отливки и штамповки;
- термической обработки;
- холодной прокатки;
- сборки;
- сварки и др. Курсовая технологические процессы выполняется при наличии в ТЗ исходных требований. На выбор хода и вида операций, вида инструмента, влияют разные факторы.
Необходимая информация для разработки техпроцесса:
- чертеж с информацией о детали: материале, размерах, характеристиках чистоты и точности изготовления, показателях твердости материала и др.;
- объем выпуска продукции за год, на основании чего определяется уровень производства – опытный, единичный, серийный или массовый;
- каталог оборудования;
- типовые техпроцессы для данной группы деталей, например, детали вращения;
- стандарты и справочники: по ТУ на оборудование, инструмент, по расчету режимов резания и норм времени и пр. Курсовая разработка технологического процесса состоит из нескольких этапов. Для механической обработки выбирается способ получения заготовки. Это – штамповка, точное литье или калиброванный пруток, в зависимости от серийности производства. Для других процессов определяются комплектующие, подготовительные работы: мойка, обезжиривание перед сваркой, зачистка, нормализация и т.п. Курсовая работа разработка технологического процесса определяет также следующие этапы:
1) определение способа и последовательности изготовления;
2) расчет величины снимаемого материала в каждом переходе операции, для механической обработки;
3) выбор оборудования, подбор или проектирование инструментов и оснастки, для каждой операции;
4) выполнение необходимых расчетов – режимов резания, температурных режимов и пр.;
5) определение способа контроля, необходимого инструмента и приспособлений;
6) разработка технологической документации с операционными и маршрутными картами. Курсовая работа на тему технологический процесс включает в себя пояснительную записку, в которой приводятся расчеты, обоснования, необходимые пояснения. Это – расчеты технологичности детали, экономические расчеты, условия техники безопасности и другие вопросы.
Сборник проектов собран в ручную для метки "Курсовая технологические процессы". Подборка не содержит всех проектов, не нашли по метке воспользуйтесь поиском по каталогу проектов.
МТРП / Крышка предназначена для ограничения доступа к движущимся частям узла и их обслуживания, защиты элементов от грязи и повреждений. Механическую нагрузку крышки обычно не несут. / Состав: 3 листа чертежи (деталь, заготовка, Эскиз операционный) + ПЗ (30 страниц)
ОмГТУ / Кафедра Машиностроение и материаловедение, секция Материаловедение и технология конструкционных материалов / Дисциплина "Термическая обработка и упрочнение материалов" / Задачи: 1. Выбрать материал детали; 2. Обосновать вид термической обработки; 3. Назначить режим термической обработки; 4. Выбрать необходимое оборудование для термической обработки; 5. Назначить виды контроля для оценки качества термической обработки. / Состав: 2 листа чертежи (Пуансон - матрица, тех.карта) + ПЗ (33 страницы)
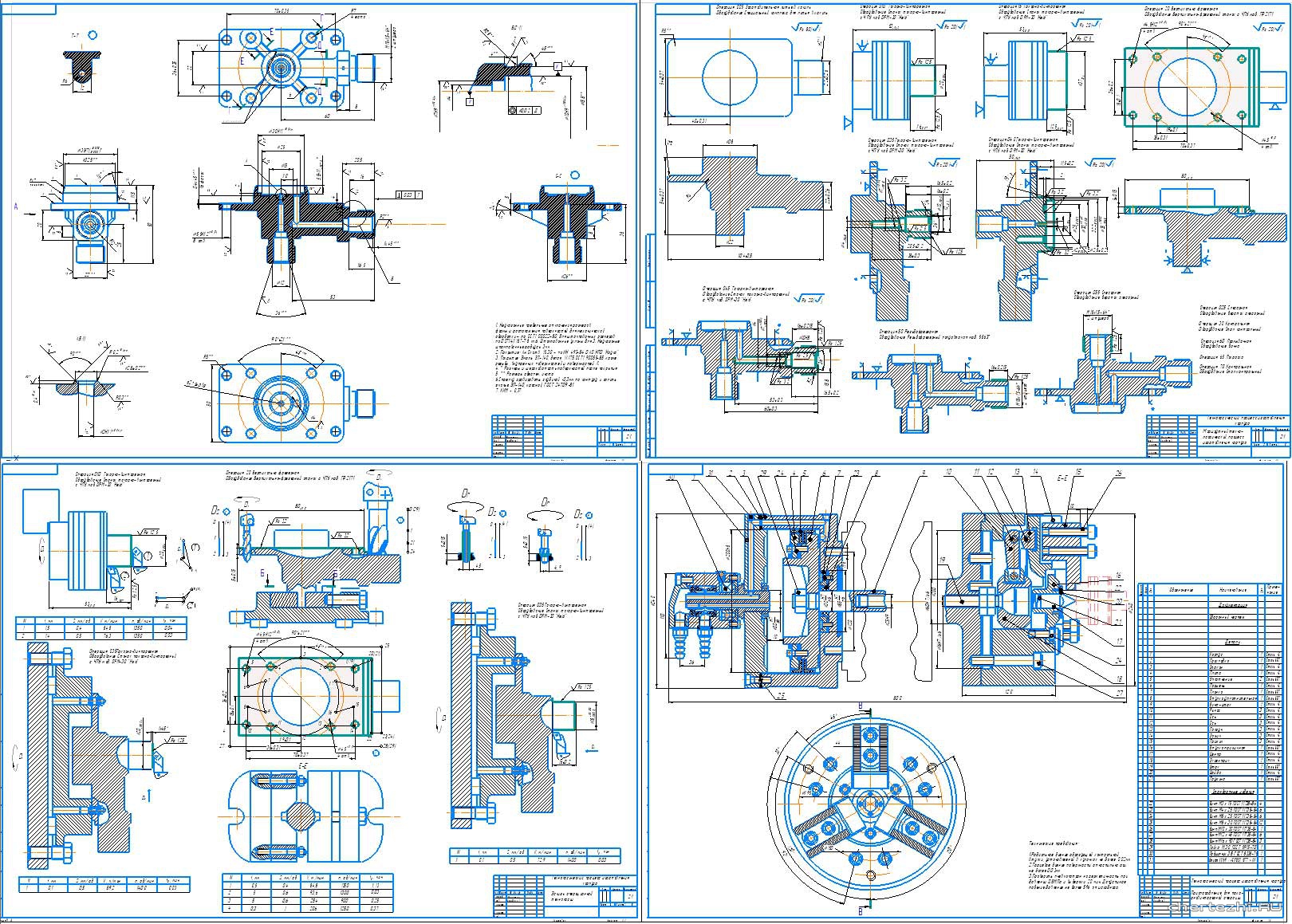
МГТУ им. Н.Э.Баумана / Кафедра ТМ / по технологии машиностроения / Разработан маршрутно-операционный технологический процесс изготовления корпуса. Разработаны конструкции приспособлений для токарно-винторезной операции и контроля плоскостности базовой поверхности. / Состав: 5 листов чертежи (маршрутная технология – 1 лист; операционная технология – 2 листа; чертежи приспособлений в объеме технического проекта – 2 листа) + ПЗ (41 страница)
МПК / МДК.01.02 Техническое обслуживание и ремонт автомобильного транспорта / Целью курсового проекта является проектирование технологического процесса восстановления заднего тормозного барабана автомобиля Лада Приора и установление наиболее рациональных и экономичных способов восстановления детали при обеспечении выполнения требований, предъявляемых к точности обрабатываемых поверхностей, расположению осей и поверхностей, правильности форм и контуров, обуславливающих нормальную работу и необходимую долговечность восстановленной детали и собранного изделия. / Состав: 1 лист чертеж + ПЗ.
МГТУ / Кафедра технологии машиностроения / Основная цель данной курсовой работы – проектирование цеха холодной прокатки, прокатного стана большой производительностью и разработка технологического процесса для производства листа толщиной 0,2-0,32 мм и шириной 740-850 мм. В ходе выполнения работы были рассмотрены станы холодной прокатки различной конструкции и производительности. / Состав: 1 лист чертеж + ПЗ (39 страниц)
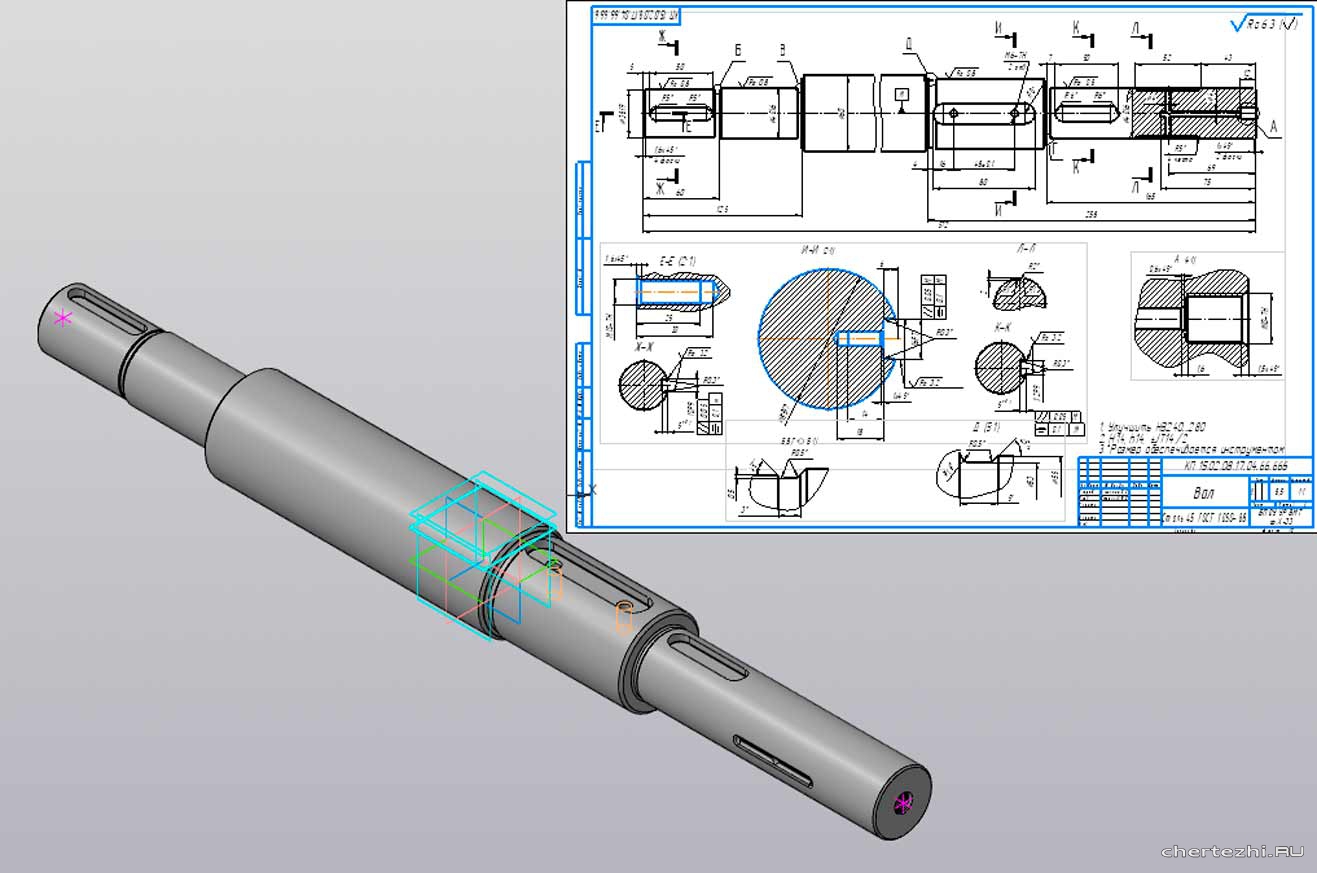
ВМТ имени В. Г. Садовникова / Специальность: 15.02.08 «Технология машиностроения» / Вал предназначен, для передачи вращающего момента с одного звена на другое, посредством зацепления зубчатых колёс./ Состав: 3 листа чертежи (заготовка, вал, карта наладки) + 3D-модель + МК + ОК + КЭ + ПЗ.
ЧГСХА / Кафедра технического сервиса / по дисциплине "Восстановление автомобильных деталей" / Ролик однобортный Т-130 является деталью ходовой части трактора и служит для поддержки гусеницы. При работе наружные поверхности ролика подвергается интенсивному абразивному износу в самых неблагоприятных условиях: влага, резкий пе-репад температур, действие солей и других факторов. Ролик подвергается ударным нагрузкам. Основные дефекты ролика: износ, трещины и изломы, износ поверхно-стей под шарикоподшипники, вмятины, повреждения резьбы, износ беговых дорожек, износ поверхности наружных буртов. / Состав: 3 листа чертежи (Ремонтный чертеж, Ролик однобортный, Техпроцесс) + ПЗ (19 страниц)
РГАЗУ / Деталь «Палец» изготавливается из стали 45 ГОСТ 1050-88 и представляет из себя тело вращения диаметром 56-0,003 мм, общей длиной 145-0,3 мм. Внутри детали расположено сквозное центральное отверстие диаметром 15,5±0,1 мм, с другой стороны детали расположено резьбовое отверстие М16-6Н (резьба метрическая) глубиной 30 мм. На расстоянии 62-0,1 мм от торца детали расположен паз шириной 10+0,2 мм. С обеих сторон детали и в центральном отверстии имеются фаски 2х45˚ мм. / Состав: 2 листа чертежи (Палец заготовка, Палец) + Маршрутная карта изготовления детали + ПЗ (23 страницы)
СПИ(ф) ИжГТУ им. М.Т.Калашникова / В работе определено: служебное назначение и принцип работы редуктора червячного; служебное назначение вала. Проведен анализ технических требований, анализ технологичности конструкции вала и размерный анализ редуктора червячного. Определен тип производства. Составлены технологическая схема сборки, определены технологические и конструкторские базы редуктора червячного. Проведен технический контроль и определены его основные цели. Проведено техническое нормирование сборочных операций редуктора червячного с боковым расположением червяка и с фрикционным предохранительным устройством А=300 мм. / Состав: 4 листа чертежи (сборочный чертеж, чертеж вала, маршрут изготовления вала, технологическая схема сборки) + 2 спецификации (сборочный чертеж и сборочная единица) + ПЗ (35 страниц)
СПбГАСУ / Кафедра "Технология строительного производства" / Дисциплина "Инженерная подготовка территорий" / Подсчет земляных работ. Выбор комплекта необходимых машин. Организация и календарное планирование строительства. / 1 чертеж А1 (Продольный разрез экскаватора. План забоя экскаватора. Поперечный разрез монтажного крана. План забоя монтажного крана. План движения бульдозера. План движения экскаватора и самосвала. План движения крана и самосвала. Календарный план производства работ нулевого цикла.) + ПЗ
АПК (Альметьевский профессиональный колледж) / Специальность техническое обслуживание и ремонт автомобильного транспорта / Целью данного курсового проекта является разработка технологическою процесса ремонта карданного вала автомобиля КамАЗ-5320 / Состав: чертежи 2 листа + 2 маршрутные карты, 2 карты эскизов, операционная карта + ПЗ
ОмГТУ/Кафедра Технология машиностроения / по дисциплине "Основы технологии машиностроения"/ Для выполнения этого курсового проекта необходимо определить тип производства, провести анализ служебного назначения детали, назначить технические требования, провести анализ технологичности конструкции детали и разработать чертёж детали. Далее необходимо определить вид и выбрать метод получения заготовки. Согласно с требованиями чертежа детали разработать технологический процесс изготовления детали, составить маршрут обработки детали, выбрать оборудование и инструмент, рассчитать линейные технологические размеры. После этого окончательно выбираются станки и режимы обработки детали и проводится расчёт нормы времени на обработку детали на конкретных операциях. / Состав: 4 листа чертежи (Чертёж заготовки (Отливка), Чертёж детали, Технологическая наладка, Технологический процесс) + ПЗ (23 страницы)
ОмГТУ / Кафедра "Технология машиностроения" / по дисциплине "Основы технологии машиностроения" / Нам даны сборочный чертёж узла, программа выпуска детали, а так же устные рекомендации. Для создания верного технологического процесса нам необходимо провести анализ служебного назначения детали, определить тип производства, назначить технические требования, провести анализ технологичности конструкции и разработать чертежи детали и заготовки, после чего составить маршрут обработки, рассчитать линейные технологические размеры, выбрать инструмент и оборудование. И в заключение провести расчёт времени на выполнение одной из операций технологического процесса. По завершению сделаем вывод о целесообразности изготовления детали по разработанному технологическому процессу. / Состав: 4 листа чертежи (Чертёж заготовки (Отливка), Чертёж детали, Технологическая наладка, Технологический процесс) + ПЗ (
ОмГТУ / по дисциплине "Основы технологии машиностроения" / Для выполнения этого курсового проекта необходимо определить тип производства, провести анализ служебного назначения детали, назначить технические требования, провести анализ технологичности конструкции детали и разработать чертёж детали. Далее необходимо определить вид и выбрать метод получения заготовки. Сообразно с требованиями чертежа детали разработать технологический процесс изготовления детали, составить маршрут обработки детали, выбрать оборудование и инструмент, рассчитать линейные технологические размеры. После этого окончательно выбираются станки и режимы обработки детали и проводится расчёт нормы времени на обработку детали на конкретных операциях. В завершении делается вывод о целесообразности с технологической точки зрения производства детали «Диск» по разработанному технологическому процессу. / Состав: 4 листа чертежи (Заготовка (отливка), Чертёж детали, Наладка технологическая, Технологический процесс) + ПЗ ( 32 страницы)
МГТУ им. Н. Э. Баумана / факультет: Машиностроительные технологии / кафедра: Технологии обработки материалов давлением / Разработать технологический процесс и штамповую оснастку для горячей объёмной штамповки на паровоздушном штамповочном молоте (ПШМ) деталей типа «ступенчатый вал». Для реализации цели был выполнен полный цикл разработки технологии от разработки чертежа поковки до создания конструкции штампа. Определен индекс поковки, подобрана заготовка, выбраны все параметры штампа такие как: необходимые ручьи(площадка для протяжки, подкатной,окончательный), размеры штампого кубика заготовки, расчитаны и уточнены размероы между ручьями и др.. Применяемое оборудование: паровоздушный молот./ Состав: 1 лист чертеж штампа в сборе и деталировке по переходам (ручьям) + ПЗ (32 страницы).