Рентабельность производства зависит от последовательности выполнения операций, которые связаны с изменением формы, размеров, и других характеристик, для получения требуемых. Этот перечень операций, которые располагаются в строгой последовательности, называется технологический процесс. Курсовая работа используется для обучения, анализа, переработки и использования документов для выполнения проектов, согласно ТЗ. На сайте предлагаются проекты по разработке техпроцессов обработки деталей методом:
- механической обработки;
- восстановления и ремонта;
- отливки и штамповки;
- термической обработки;
- холодной прокатки;
- сборки;
- сварки и др. Курсовая технологические процессы выполняется при наличии в ТЗ исходных требований. На выбор хода и вида операций, вида инструмента, влияют разные факторы.
Необходимая информация для разработки техпроцесса:
- чертеж с информацией о детали: материале, размерах, характеристиках чистоты и точности изготовления, показателях твердости материала и др.;
- объем выпуска продукции за год, на основании чего определяется уровень производства – опытный, единичный, серийный или массовый;
- каталог оборудования;
- типовые техпроцессы для данной группы деталей, например, детали вращения;
- стандарты и справочники: по ТУ на оборудование, инструмент, по расчету режимов резания и норм времени и пр. Курсовая разработка технологического процесса состоит из нескольких этапов. Для механической обработки выбирается способ получения заготовки. Это – штамповка, точное литье или калиброванный пруток, в зависимости от серийности производства. Для других процессов определяются комплектующие, подготовительные работы: мойка, обезжиривание перед сваркой, зачистка, нормализация и т.п. Курсовая работа разработка технологического процесса определяет также следующие этапы:
1) определение способа и последовательности изготовления;
2) расчет величины снимаемого материала в каждом переходе операции, для механической обработки;
3) выбор оборудования, подбор или проектирование инструментов и оснастки, для каждой операции;
4) выполнение необходимых расчетов – режимов резания, температурных режимов и пр.;
5) определение способа контроля, необходимого инструмента и приспособлений;
6) разработка технологической документации с операционными и маршрутными картами. Курсовая работа на тему технологический процесс включает в себя пояснительную записку, в которой приводятся расчеты, обоснования, необходимые пояснения. Это – расчеты технологичности детали, экономические расчеты, условия техники безопасности и другие вопросы.
Сборник проектов собран в ручную для метки "Курсовая технологические процессы". Подборка не содержит всех проектов, не нашли по метке воспользуйтесь поиском по каталогу проектов.
УГТУ / Темой данной курсовой работы является разработка технологического процесса изготовления стальной отливки методом литья в разовые песчаные формы, изготавливаемые из формовочной смеси. / 2 листа чертежи (литейная форма, оснастка и стакан) + ПЗ.
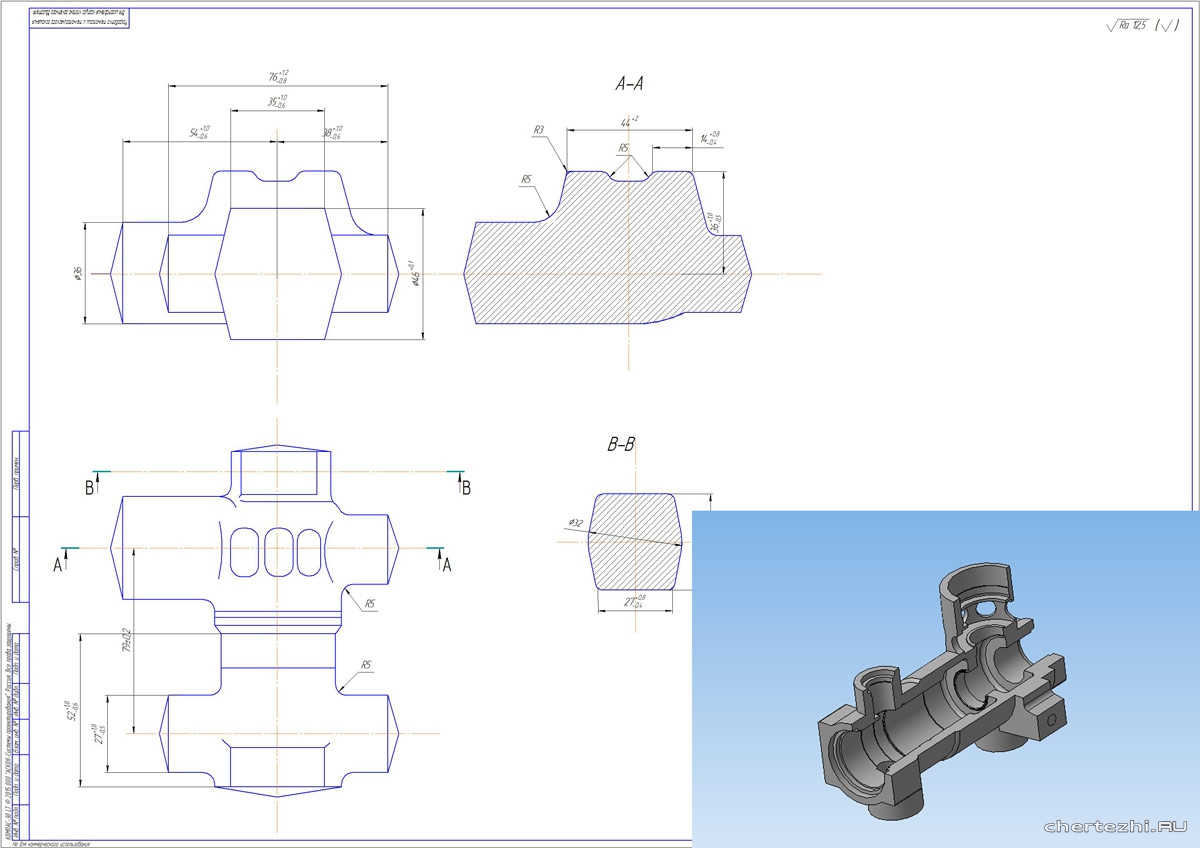
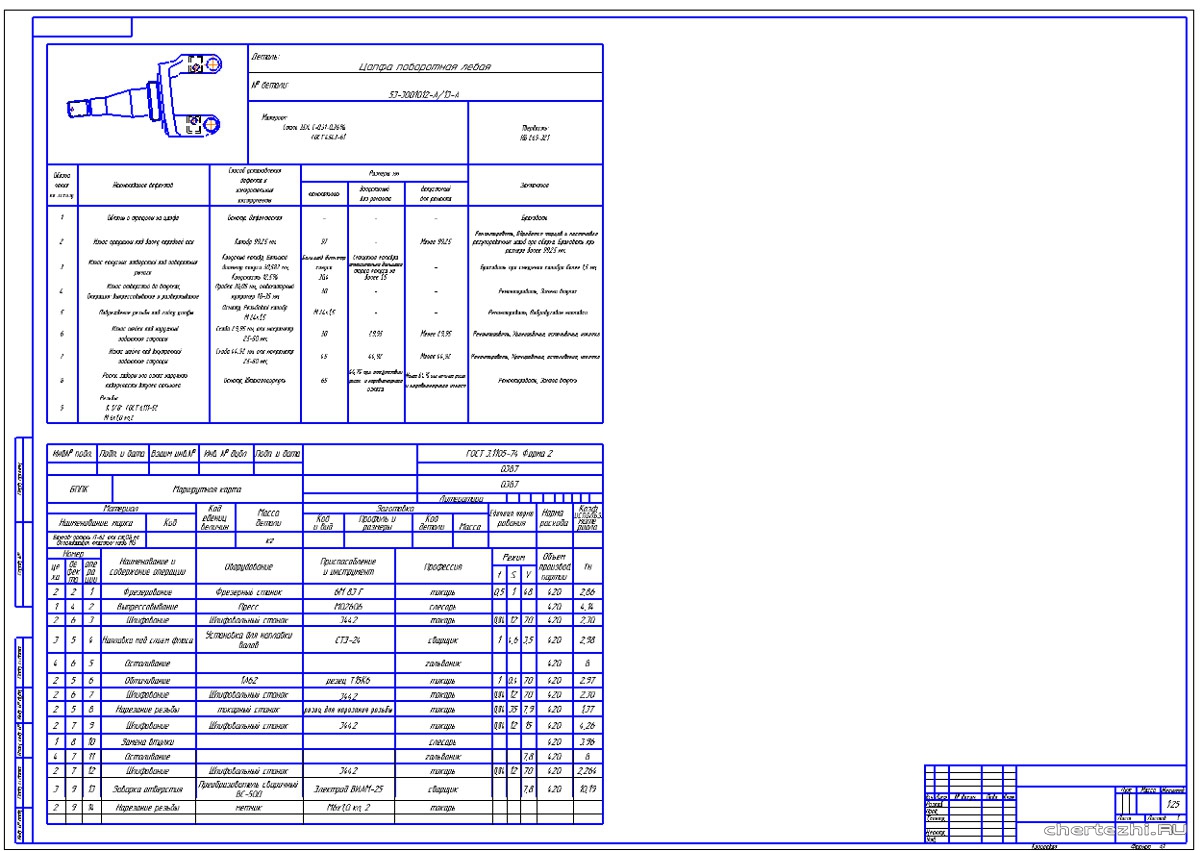
3 листа А1 графической части, лист с технологией изготовления детали(операционное описание), расчетно-пояснительную записку, 3D модель детали, чертеж детали. / Кафедра МТ-2(инструментальная техника и технологии) / МГТУ
В состав проекта входит: Пояснительная записка к КП, чертежи 6 листов: Карта тех. процесса; / чертёж детали;/ чертёж заготовки; / чертёж резца; / чертёж гидроцилиндра; / схема способов восстановления детали. В качестве заготовки выбрана поковка диаметром 84мм, произведен качественный и количественный анализ технологичности детали, были выбраны базовые поверхности и технологические базы для обработки детали. Рассчитаны припуски на механическую обработку, приведены расчеты режимов резания и нормирования операции, необходимое время на выполнение операций составило 13,57мин.
ДВГУПС / Содержит записку, чертежи 3 листа: вал / резец / скоба. Деталь вал представляет собой гладкий цилиндр диаметром 40 мм и длиной 1455 мм. С двух сторон цилиндра на глубину 52 мм выточены лыски под размер 32 мм и выточены две фаски.
Деталь – шестерня. Масса детали 1,5 кг. Материал детали Сталь 40Х ГОСТ 4543-71. В ходе работы представлен анализ применяемости данного шестерни, а также рассмотрена деталь с точки зрения технологичности. На основании анализа приведена таблица размеров с указанием допусков и предельных отклонений. 1. На основании технико-экономического анализа производства установлено, что наиболее экономичным методом получения заготовок для изготовления 1000 штук деталей является горячая штамповка на ГКМ. 2. В проекте разработан рациональный маршрутно-операционный технологический процесс обработки резанием детали «Шестерня» 3. Для обеспечения процесса обработки резанием детали «Шестерня» разработана необходимая технологическая документация.
БГТУ им В.Г.Шухова / В данном расчетно-графическом задании разработан комплекс вопросов, связанных с механической обработкой одной детали (Колесо червячное) средней сложности в условиях, соответствующих серийному получения заготовки, разработан маршрутный технологический процесс, произведен расчет припусков, режимов резания, технического нормирования времени. В проекте 2 листа чертежи( колесо червячное заготовка, колесо червячное) и пояснительная записка.
НГСХА / Кафедра «Надежность и ремонт машин» / по дисциплине «Технология ремонта машин»/ Состав: 28 листов ПЗ, 2 листа чертёж детали А3, 1 лист карта тех процесса А1. В данном курсовом проекте раскрыты следующие разделы ремонта заднего моста трактора ДТ-75: - анализ работы узла и детали и порядок разборки узла; - исследование возможных износов шкива остановочного тормоза и обоснование рационального способа его восстановления; - описание и расчет технологического процесса восстановления шкива остановочного тормоза; - расчет экономической целесообразности ремонта детали выбранным способом; - порядок сборки узла после ремонта.
МГТУ им. Н.Э.Баумана / Проект включает графическую часть – 2 листа формата А1, 1 лист А2, пояснительную записку с приложениями и списком использованных источников из 5 наименований. Пояснительная записка проекта содержит 31страницу, 12 рисунков, В проекте представлен анализ детали. Произведен анализ технических требований. Разработан маршрутный технологический процесс.Спроектированы 10 инструментов.
ВГТУ / Чертеж детали: Деталь 3Д / Деталь / Заготовка А1 / Средство активного контроля / Угольник с наладкой, технологическая карта 2 листа, пояснительная записка. Целью курсового проектирования является разработка технологического процесса механической обработки детали в условиях серийного производства. Для достижения указанной цели были поставлены следующие задачи: - провести анализ технологичности конструкции детали; - выбрать форму и метод получения исходной заготовки для данного типа производства; - разработать технологический процесс для изготовления детали; - спроектировать установочное приспособление для обработки детали, провести точностной и силовой расчет.
НГТУ. Проект по дисциплине «Основы технологии машиностроения». Темой курсовой работы является анализ технологического процесса обработки детали средней сложности в условиях среднесерийного производства. Для выполнения курсовой работы имеется чертеж детали средней сложно-сти, имеющей несколько точных поверхностей (6...7 квалитет), чертеж заготовки, технологический процесс изготовления этой детали и чертеж рабочего приспособления на одну из операций. 3 листа чертежи (патрон, шток, приспособление) + ПЗ.
Альметьевский политехнический техникум. Проект по дисциплине “Ремонт автомобилей”. Автотранспортное предприятие находится в г.Москва. Оно состоит из 180 автомобилей марки КамАЗ. Автомобили предназначены для перевозки сыпучих грузов по городу и району, а так же за его пределы, а так же выполняет частные заказы населения по перевозкам грузов. Слесарно-механический участок предназначен для восстановления деталей механической и слесарной обработкой, изготовления отдельных деталей нетоварной номенклатуры, которые не поставляются с заводом автомобильной промышленности, а так же для изготовления внутризаводских нужд. 1 лист чертеж + ПЗ.
Деталь «корпус» представляет собой отливку, у которой подлежат обработке ряд поверхностей - плоскости, отверстия, торцы, внутренние резьбовые поверхности. По форме деталь напоминает кронштейн сложной формы со множеством ребер жест кости и ответственных поверхностей. отливка делается из серого чугуна СЧ 18 и является отливкой II группы сложности Ш класса точности (литье «в землю»). Чугун СЧ 18 применяется для изготовления ответственных отливок с толщиной стенок 10 - 20 мм. его свойства: временное напряжение растяжения 18 кГ/мм2, временное напряжение изгиба 36 кГ/мм2, твердость НВ = 170...229. / 5 листов чертежи (проектирование, операционные карты, наладка для контроля расположения поверхностей, корпус, тиски 7200-0203 СБ) + спецификации + ПЗ.
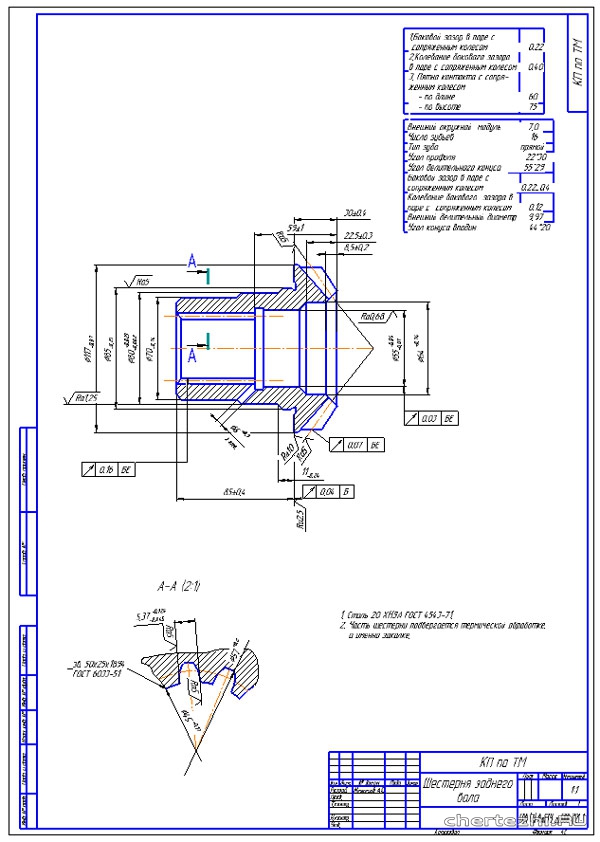
ИжГТУ. Проект по "Технологии машиностроения". Данная деталь относиться к классу шестерни. Предназначена для передачи крутящего момента. Допуски на размер и форму ответственных частей детали находятся в жестких пределах. Часть шестерни подвергается термической обработке, а именно закалке. Материал детали – Сталь 20 ХН3А ГОСТ4543-71. Хромистая сталь. Применяется для изготовления средненагруженных деталей, как правило, небольших размеров. 6 листов чертежи (долбяк сборный / заготовка / приспособление / чертеж калибра - скобы / наладка / шестерня заднего вала) + ПЗ.
ПГУ. По дисциплине «Монтаж, техническая эксплуатация и ремонт оборудования отрасли». Инструментальный широкоуниверсальный фрезерный станок повышенной точности модели 676П предназначен как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами, так и вертикального фрезерования торцевыми, концевыми, шпоночными и другими фрезами под различными углами. 3 листа чертежи + ПЗ.