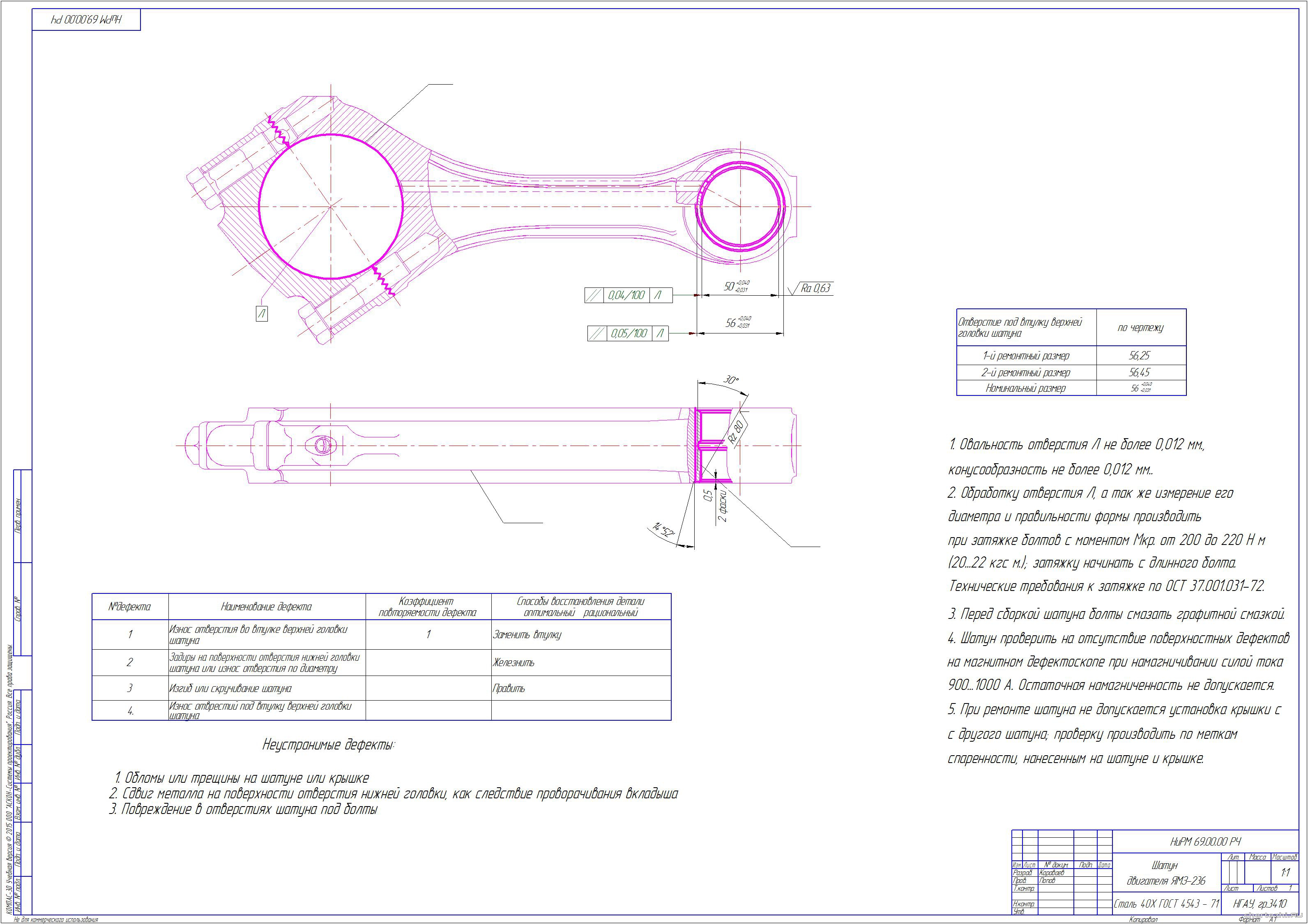
Решается задача по выбору рациональных и оптимальных способов восстановления верхней головки шатуна двигателя ЯМЗ-236. Разработан ремонтный чертеж детали. Определен маршрутный технологический процесс восстановления, разработан и оформлен на стандартных картах маршрутно-операционный технологический процесс восстановления. Чертеж + ПЗ / НГАУ
ОГУ / По дисциплине «Эксплуатационные материалы» / На формате А1 карты смазки автомобиля УАЗ 3303 и трактора МТЗ 82.1 так, чтобы позиция на рисунке соответствовала номеру позиции на химмот. карте. / Состав: 2 листа чертежи + ПЗ + спецификация
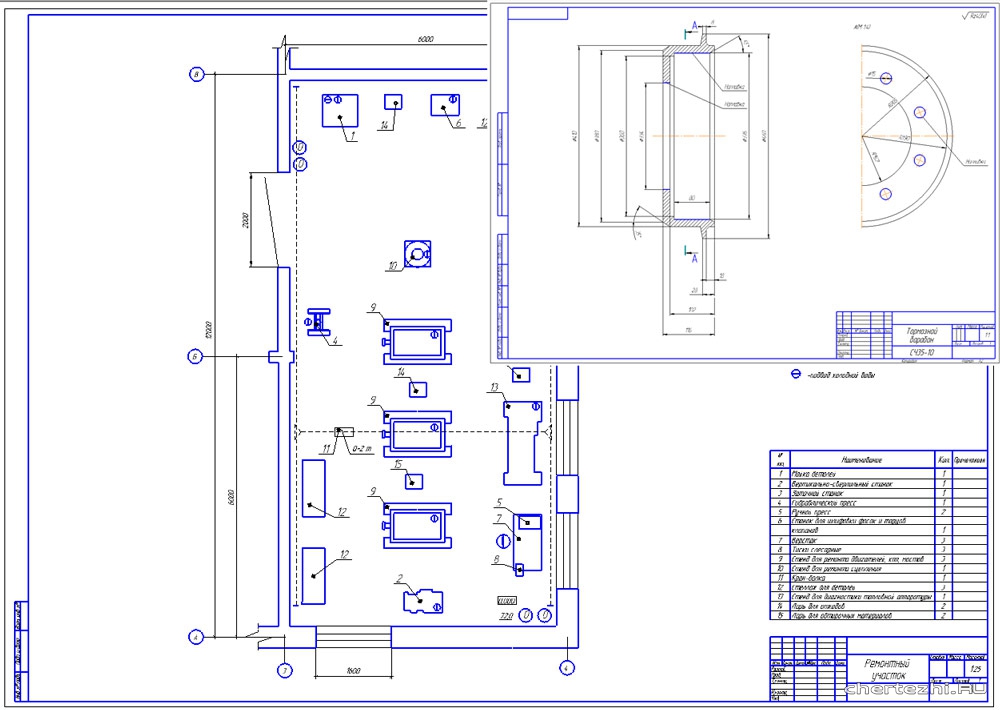
В работе проведено восстановление ступицы заднего колеса, с разработкой ремонтного участка и маршрутных карт и карты дефектации. - Материал: КЧ35-10 / - Твердость: НВ 121-149 / - Шероховатость Rz = 40 мкм. / - Характер износа детали: обломы и трещины, износ отверстий, риски и задиры. / 2 листа чертежи + ПЗ
НГТУ / Шатунно-поршневая группа относится к кривошипно-шатунному механизму, который служит для преобразования возвратно поступательного движения поршней во вращательное движение коленчатого вала и передачи крутящего момента на трансмиссию. К шатунно-поршневой группе относится поршень, поршневой палец, поршневые кольца, шатун. Для проведения ремонта нужно провести дефектовку деталей шатунно-поршневой группы. / 1 лист чертеж + ПЗ.
ВоГУ / Кафедра "Автомобили и автомобильное хозяйство" / Исходными данными для разработки технологического процесса являются: рабочий чертёж детали с технологическими требованиями на её изготовление; годовая производственная программа-10000 шт; карта технологических требований на дефектацию детали; каталоги и справочники по используемому оборудованию и технологической оснастке. Материал головки – сплав АЛ 4 ГОСТ 2685-53, направляющих втулок клапанов – чугун специальный. / 2 листа чертежи + 3 маршрутных карты + 9 операционных карт + ПЗ.
ИжГТУ. При выполнении курсового проекта определение типа производства предшествует составлению технологического процесса, когда еще не известно ни число операций, ни число рабочих мест на участке. Исходные данные: объём выпуска N=5000 шт/год, Сложность детали - средняя, режим работы -односменный, Действительный фонд работы оборудования FД = 2014 ч., Количество рабочих дней в году n1=254 дн, Периодичность запуска деталей n=30 дн. 5 листов чертежи (вторичный вал КПП / наладки технологические / технологическое приспособление / размерный анализ автомобиля / вал - шестерня) + ПЗ.