Рентабельность производства зависит от последовательности выполнения операций, которые связаны с изменением формы, размеров, и других характеристик, для получения требуемых. Этот перечень операций, которые располагаются в строгой последовательности, называется технологический процесс. Курсовая работа используется для обучения, анализа, переработки и использования документов для выполнения проектов, согласно ТЗ. На сайте предлагаются проекты по разработке техпроцессов обработки деталей методом:
- механической обработки;
- восстановления и ремонта;
- отливки и штамповки;
- термической обработки;
- холодной прокатки;
- сборки;
- сварки и др. Курсовая технологические процессы выполняется при наличии в ТЗ исходных требований. На выбор хода и вида операций, вида инструмента, влияют разные факторы.
Необходимая информация для разработки техпроцесса:
- чертеж с информацией о детали: материале, размерах, характеристиках чистоты и точности изготовления, показателях твердости материала и др.;
- объем выпуска продукции за год, на основании чего определяется уровень производства – опытный, единичный, серийный или массовый;
- каталог оборудования;
- типовые техпроцессы для данной группы деталей, например, детали вращения;
- стандарты и справочники: по ТУ на оборудование, инструмент, по расчету режимов резания и норм времени и пр. Курсовая разработка технологического процесса состоит из нескольких этапов. Для механической обработки выбирается способ получения заготовки. Это – штамповка, точное литье или калиброванный пруток, в зависимости от серийности производства. Для других процессов определяются комплектующие, подготовительные работы: мойка, обезжиривание перед сваркой, зачистка, нормализация и т.п. Курсовая работа разработка технологического процесса определяет также следующие этапы:
1) определение способа и последовательности изготовления;
2) расчет величины снимаемого материала в каждом переходе операции, для механической обработки;
3) выбор оборудования, подбор или проектирование инструментов и оснастки, для каждой операции;
4) выполнение необходимых расчетов – режимов резания, температурных режимов и пр.;
5) определение способа контроля, необходимого инструмента и приспособлений;
6) разработка технологической документации с операционными и маршрутными картами. Курсовая работа на тему технологический процесс включает в себя пояснительную записку, в которой приводятся расчеты, обоснования, необходимые пояснения. Это – расчеты технологичности детали, экономические расчеты, условия техники безопасности и другие вопросы.
Сборник проектов собран в ручную для метки "Курсовая технологические процессы". Подборка не содержит всех проектов, не нашли по метке воспользуйтесь поиском по каталогу проектов.
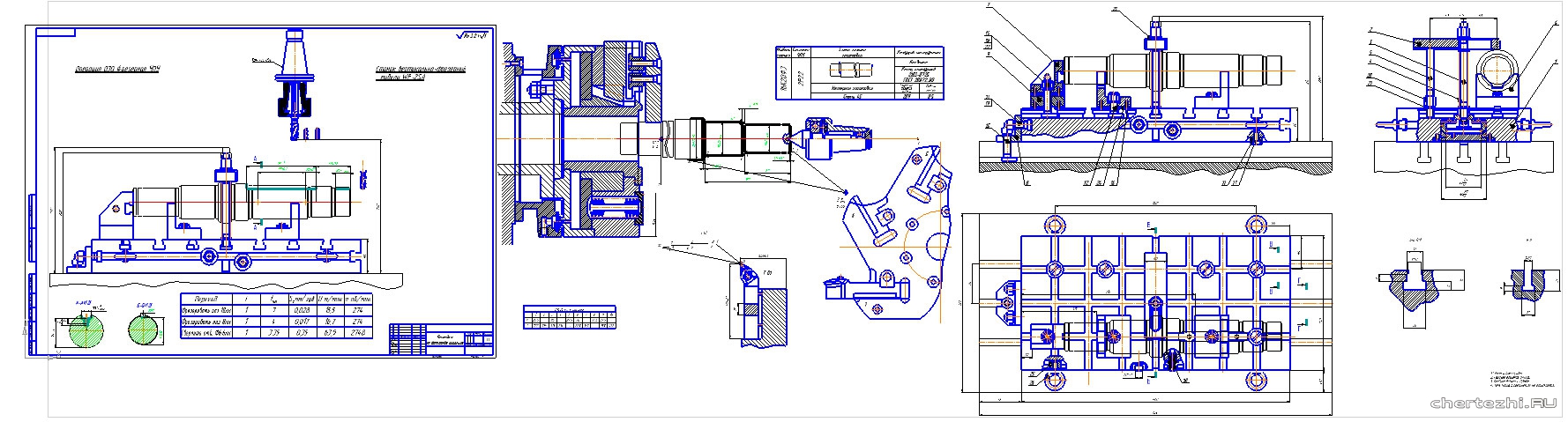
СпбГГУ. По дисциплине "Надежность, эксплуатация и ремонт металлургических машин". В курсовом проекте разработан процесс изготовления вала. Выбран способ получения заготовки. Спроектированы процессы термической и механической обработки вала. Также описана конструкция приспособления для крепления вала при нарезания шпоночного паза. 4 листа чертежи + спецификация + ПЗ.
ПНИПУ / По дисциплине "Основы технологии производства и ремонта автомобилей" / Задачи курсовой работы: разработка маршрутов восстановления; выбор способов восстановления деталей; подбор необходимого оборудования и обоснование рациональных режимов работы на нем; нормирование операций восстановления деталей. Разработаны карта дефектации детали, технологический маршрут восстановления и рассчитаны нормы времени на выполнение работ. Программа предприятия N=8000 Коэффициент ремонта деталей α=0,35 / Состав: 1 лист чертеж + ПЗ + карта дефектации excel
АГТУ / Кафедра ПГС / Специальность ПГС / Состоит из следующих основных разделов: 1. Геодезический, в котором определяются объемы работ при вертикальной планировке площадки и разработке котлована. 2. Технологический, в котором осуществляется разработка технологической карты на планировку площадки и монтаж фундаментов. / Состав: 1 лист чертеж + ПЗ
Материалом для изготовления данной детали служит сталь 45 по ГОСТ1050-88. Это качественная конструкционная сталь, сваривается плохо, склонна к образованию закалочных трещин. Данный сплав обладает высокой пластичностью в отожженном состоянии. В полунагартованном состоянии он обладает средней пластичностью, а в нагартованном состоянии низкой пластичностью. При ковке необходимо поверхность заготовки охлаждать до 4000-420°С, а затем ковать с малым обжатием. 6 листов чертежи + ПЗ.
Состав: 5 листов чертежи (Технологические схемы общей и узловой сборок Эскизы А1, Технологический маршрут обработки детали А1, Схемы контроля А1, Погрешность базирования А1, Эскизы операций обработки детали А1) + ПЗ
МГТУ / По "Технологии машиностроения" / Вал XII оси входит состав коробки скоростей металлорежущего станка 16К20 / Состав: 6 листов чертежи (маршрутная технология изготовления вала; операционная технология; приспособление (трехкулачковый патрон); сборка узла) + Маршрутные и сборочные карты + Спецификации (патрон, сборка) + ПЗ 30л.
ТГУ. Проект по дисциплине: «Основы технологии машиностроения». Деталь «вал» представляет собой представляет собой ступенчатое тело вращения относится к группе деталей тела вращения. Предназначен для крепления на нём деталей, и передаче крутящего момента со второй ступени на третью. Деталь имеет большую прочность для сопротивления изгибающему моменту, работает в агрессивных средах. Деталь «вал» изготовлена из углеродистой стали марки Ст45 ГОСТ 1050-74. 7 листов чертежи (деталировка, эскиз, план обработки, операционная карта) + ПЗ.
КГТУ / Кафедра ТМП / Деталь “фланец” достаточно специфична: наибольший диаметр 210 мм , линейный размер – 58,5 мм. Процесс ее изготовления состоит из 20 различных операций. / 4 листа чертежи + техпроцесс + ПЗ.
МГИУ ИДО / по КиРА / Графическая часть курсового проекта содержит 7 листов чертежи (Внешний вид ЗИЛ-5301 эвакуатор, тормозной механизм, графики ТДР, рабочий чертеж ступицы) + спецификации. ПЗ отсутствует.
СПбГЛТУ им С.М. Кирова / Кафедра ТЛМиРЛТА / Разработать технологический процесс восстановления детали “Вал ведущий” с заводским номером по каталогу 55-12-185Б, входящей в состав коробки передач гусеничного трактора ТДТ-55А. Необходимо устранить дефект №1 / Состав: 6 листов чертежи + ПЗ