Рентабельность производства зависит от последовательности выполнения операций, которые связаны с изменением формы, размеров, и других характеристик, для получения требуемых. Этот перечень операций, которые располагаются в строгой последовательности, называется технологический процесс. Курсовая работа используется для обучения, анализа, переработки и использования документов для выполнения проектов, согласно ТЗ. На сайте предлагаются проекты по разработке техпроцессов обработки деталей методом:
- механической обработки;
- восстановления и ремонта;
- отливки и штамповки;
- термической обработки;
- холодной прокатки;
- сборки;
- сварки и др. Курсовая технологические процессы выполняется при наличии в ТЗ исходных требований. На выбор хода и вида операций, вида инструмента, влияют разные факторы.
Необходимая информация для разработки техпроцесса:
- чертеж с информацией о детали: материале, размерах, характеристиках чистоты и точности изготовления, показателях твердости материала и др.;
- объем выпуска продукции за год, на основании чего определяется уровень производства – опытный, единичный, серийный или массовый;
- каталог оборудования;
- типовые техпроцессы для данной группы деталей, например, детали вращения;
- стандарты и справочники: по ТУ на оборудование, инструмент, по расчету режимов резания и норм времени и пр. Курсовая разработка технологического процесса состоит из нескольких этапов. Для механической обработки выбирается способ получения заготовки. Это – штамповка, точное литье или калиброванный пруток, в зависимости от серийности производства. Для других процессов определяются комплектующие, подготовительные работы: мойка, обезжиривание перед сваркой, зачистка, нормализация и т.п. Курсовая работа разработка технологического процесса определяет также следующие этапы:
1) определение способа и последовательности изготовления;
2) расчет величины снимаемого материала в каждом переходе операции, для механической обработки;
3) выбор оборудования, подбор или проектирование инструментов и оснастки, для каждой операции;
4) выполнение необходимых расчетов – режимов резания, температурных режимов и пр.;
5) определение способа контроля, необходимого инструмента и приспособлений;
6) разработка технологической документации с операционными и маршрутными картами. Курсовая работа на тему технологический процесс включает в себя пояснительную записку, в которой приводятся расчеты, обоснования, необходимые пояснения. Это – расчеты технологичности детали, экономические расчеты, условия техники безопасности и другие вопросы.
Сборник проектов собран в ручную для метки "Курсовая технологические процессы". Подборка не содержит всех проектов, не нашли по метке воспользуйтесь поиском по каталогу проектов.
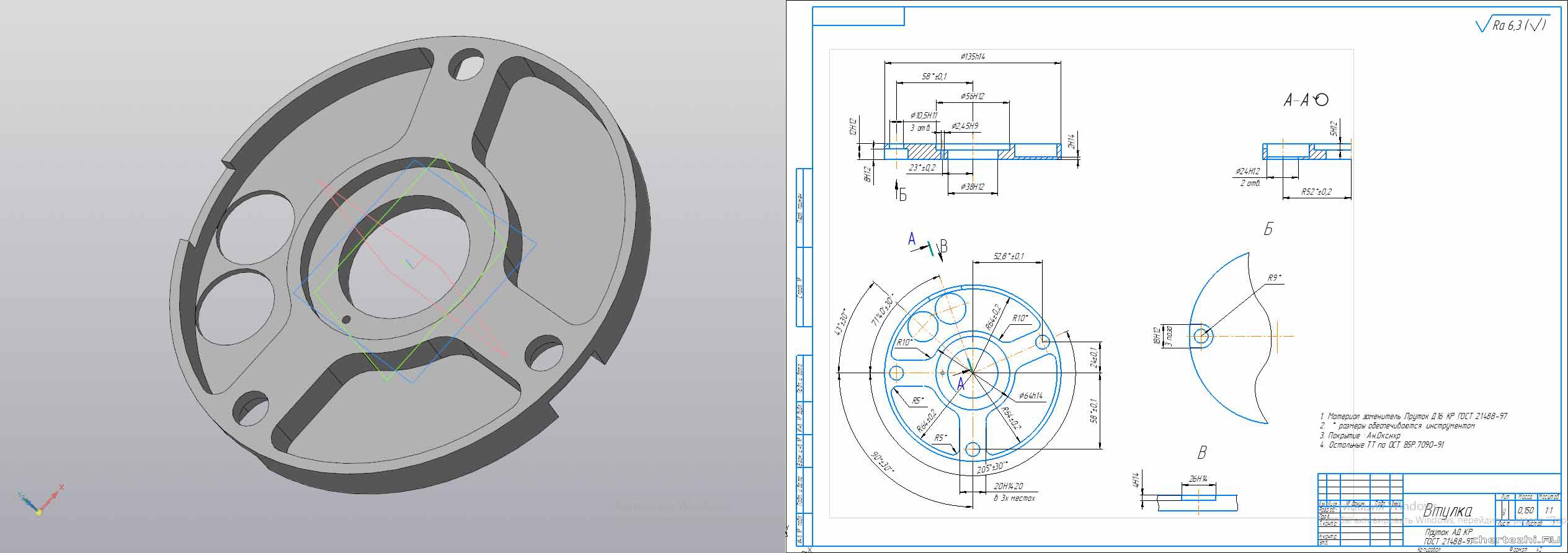
ИжГТУ / Кафедра ТММСиИ / Втулка — деталь машины, механизма, прибора цилиндрической или конической формы (с осевой симметрией), имеющая осевое отверстие, в которое входит сопрягаемая деталь. В данной работе мною была выбрана втулка токосъемника высокой частоты. Деталь «Втулка» представляет собой тело вращения состоящая из посадочного отверстия Ø 40H7, конического отверстия с проточками и каналами для смазки, торцевых и цилиндрических поверхностей к которым предъявляются требования по биению и цилиндричности. Для данной втулки был выбран титановый деформируемый сплав ВТ6. / 14 листов чертежи + маршрутные карты + наладка + операционные карты + спецификация + ПЗ.
ОГТИ / Дисциплина "Технология машиностроения". В данной работе представлен технологический процесс изготовления детали стакан, карты наладок на операции, чертеж контрольного приспособления. 4 листа чертежи (стакан / схема контроля / фрезерная наладка / сверлильная наладка) + ПЗ.
УГТУ-УПИ / Кафедра ЭМ / по технологии машиностроения. Деталь - Диск. / Состав 2 листа чертежи (деталь и приспособление) + спецификация + технологические карты 8 листов + ПЗ.
МГТУ / ФАКУЛЬТЕТ "Машиностроительные технологии" / КАФЕДРА "Технология машиностроения". Рассмотренная в данном проекте деталь “Вал ХХ-оси” входит в состав токарно-винторезного станка мод. МК6046. Она расположена в коробке скоростей станка и предназначена для передачи крутящего момента. Вал может передавать небольшой крутящий момент, т.к. его передача к рычагу осуществляется с помощью сегментной шпонки, которая может выдержать небольшие нагрузки; так же об этом говорят диаметр вала , равный 22 мм. Работает в условии теплового режима, малых нагрузок, масляной среде. 6 листов чертежи + ПЗ.
РГАТУ им. П. А. Соловьёва / Факультет авиатехнологический / Кафедра «Технология авиационных двигателей и общего машиностроения» / по дисциплине «Технология машиностроения». В данном курсовом проекте осуществлена разработка технологии обработки детали типа вал на основе базовой технологии с учетом достижений современного машиностроительного производства. Особенность проекта - это применение станков с ЧПУ, а также полуавтоматов. Валы предназначены для передачи крутящих моментов и, в большинстве случаев, для поддержания вращающихся вместе с ними относительно подшипни-ков различных деталей машин. 6 листов чертежи(Маршрутный тех процесс / Приспособление контрольное / Приспособление фрезерное / чертеж детали / Чертеж заготовки / Чертеж наладки) + спецификация + ПЗ.
РГАТУ им. П.А. Соловьева / Чертеж, пояснительная записка, спецификация. Деталь предположительно служит в качестве крышки в каких-либо станках или приспособлениях. Обозначение материала детали сталь 30Х ГОСТ 14896 – 84 – конструкционная углеродистая качественная сталь.
ИПТМ НГТУ. Кафедра "МТК, ОМД и СП". В данной бакалаврской работе произведен анализ технологического процесса получения детали ПИЛТ.711372.002 «Втулка» ее изготовлении как на универсальных станках, так и на станках с ЧПУ в условиях ОАО «Завод им. Г.И.Петровского». В аналитической части проекта приведено описание материала детали, анализ конструкции и технологичности детали, определены показатели технологичности, проводится анализ действующего технологического процесса получения детали «Втулка», а также определен тип производства и дана его характеристика. В технологической части обосновывается выбор метода получения заготовки, проводится анализ действующего технологического процесса получения детали «Втулка», разрабатывается расчетно-технологическая карта и управляющая программа на станок с ЧПУ, приведены данные по применяемому оборудованию, технологической оснастке. 9 листов чертежи детали"Втулка", операционные эскизы обработки детали, технологическая наладка + ПЗ.
Целью данного курсового проекта является разработать технологический процесс сборки и сварки неповоротного стыка магистрального нефтепровода 325х8 мм и 720х14мм. Неповоротный стык трубы,техпроцесс изготовление трубы, внутренний и наружный центраторы / Состав: 4 листа чертежи (Неповоротный стык труб А2, Технология А1, Наружный центратор ЦЗН-325 А1, Центратор ЦВ-85 А1) + ПЗ (36 страниц)
Автотранспортное предприятие предназначено для перевозки грузов. Кроме того автотранспортное предприятие осуществляет хранение, техническое обслуживание и ремонт автомобилей. На балансе автотранспортного предприятия имеется 175 автомобилей марки Газ – 3102. Среднесуточный пробег автомобилей составляет 260 км, а пробег в долях от нормы пробега до капитального ремонта равен 0,25 долей. 1 лист чертеж + ПЗ.
ДонНТУ / по дисциплине «Технология автоматизированного производства» / Цель проекта: разработать технологический процесс изготовления детали, обеспечивающий заданное качество изделия при минимальной себестоимости в заданных организационно-технологических условиях производства; спроектировать специальное станочное приспособление для обработки пазов шириной 30 мм, которое позволит получить необходимый размер в пределах установленного допуска; спроектировать специальное контрольное приспособление для измерения торцевого биения корпуса относительно оси детали, которое позволит получить достоверный результат измерения в пределах установленного допуска. / Состав: 4 листа чертежи (чертеж детали, заготовки, станочного приспособления, измерительного приспособления, карт наладки) + ПЗ.
НТУ ХПИ. Проект по дисциплине "Технология производства в машиностроении". Назначение: данная деталь применяется в рулевом управлении автомобиля (рулевая сошка). Данная деталь передает крутящий момент от рулевого механизма к рулевой трапеции. Условия работы детали в сборочной единице: переменные изгибающие нагрузки. Требование к детали: прочность на изгиб. Материал: Сталь 45. Этот вид стали является наиболее дешевым, поддается термообработке и служит отличным материалом для деталей, от которых требуется повышенная прочность. 3 листа чертежи(деталь / заготовка / карта наладки) + ПЗ.
ОмГТУ / Кафедра «Машины и технология обработки металлов давлением» / по дисциплине «Технология листовой штамповки». В данном курсовом проекте разрабатывается технологический процесс изготовления детали кронштейн при помощи прессов листовой штамповки. / Cостав: 2 листа чертежи + спецификации + тех. карта + ПЗ.
КГСХА / по дисциплине «Технология ремонта машин» / Водяной насос центробежного типа служит для создания принудительной циркуляции охлаждающей жидкости в системе охлаждения. Водяной насос дизеля КамАЗ-740 закреплен на передней части блока цилиндров с левой стороны и приводится в действие клиноременной передачей от шкива коленчатого вала. / Состав: 4 листа чертежи (ремонтный, тех карта, сборочный чертеж, схема разборки) + ПЗ.
КГТУ / Кафедра ТМП / Дисциплина ТПТД / Деталь которая рассмотрена в этом технологическом процессе, используется в машиностроении. Пробка изготавливается из стали 45 ГОСТ 1050-88, вид поставки – круг 30 ГОСТ 2590-88. Деталь подвергается закалке 28…38 HRC. Для предотвращения коррозии детали во время работы применяют покрытие Ц9хр. Из приведенных характеристик можно сделать вывод, что данная качественная сталь 45 обеспечивает высокую надежность, прочность, и долговечность изделия. / 5 листов чертежи (Пробка, Контроль, План обработки, Эскиз наладки, Эскиз совмещенных переходов) + ОК + МК + ПЗ.
СибГАУ / по "Технологии машиностроения" / В проекте представлен анализ конструкций поршня ХОУ, а также технических условий на их изготовление. Анализ показал, что конструкция деталей для заданных условий производства технологичны с условием создания оснастки и специального инструмента для обработки в крупносерийном производстве. Выбран способ изготовления заготовки. Разработан маршрутный технологический процесс изготовления крышки. / Состав: 3 листа чертежи + ПЗ.