Рентабельность производства зависит от последовательности выполнения операций, которые связаны с изменением формы, размеров, и других характеристик, для получения требуемых. Этот перечень операций, которые располагаются в строгой последовательности, называется технологический процесс. Курсовая работа используется для обучения, анализа, переработки и использования документов для выполнения проектов, согласно ТЗ. На сайте предлагаются проекты по разработке техпроцессов обработки деталей методом:
- механической обработки;
- восстановления и ремонта;
- отливки и штамповки;
- термической обработки;
- холодной прокатки;
- сборки;
- сварки и др. Курсовая технологические процессы выполняется при наличии в ТЗ исходных требований. На выбор хода и вида операций, вида инструмента, влияют разные факторы.
Необходимая информация для разработки техпроцесса:
- чертеж с информацией о детали: материале, размерах, характеристиках чистоты и точности изготовления, показателях твердости материала и др.;
- объем выпуска продукции за год, на основании чего определяется уровень производства – опытный, единичный, серийный или массовый;
- каталог оборудования;
- типовые техпроцессы для данной группы деталей, например, детали вращения;
- стандарты и справочники: по ТУ на оборудование, инструмент, по расчету режимов резания и норм времени и пр. Курсовая разработка технологического процесса состоит из нескольких этапов. Для механической обработки выбирается способ получения заготовки. Это – штамповка, точное литье или калиброванный пруток, в зависимости от серийности производства. Для других процессов определяются комплектующие, подготовительные работы: мойка, обезжиривание перед сваркой, зачистка, нормализация и т.п. Курсовая работа разработка технологического процесса определяет также следующие этапы:
1) определение способа и последовательности изготовления;
2) расчет величины снимаемого материала в каждом переходе операции, для механической обработки;
3) выбор оборудования, подбор или проектирование инструментов и оснастки, для каждой операции;
4) выполнение необходимых расчетов – режимов резания, температурных режимов и пр.;
5) определение способа контроля, необходимого инструмента и приспособлений;
6) разработка технологической документации с операционными и маршрутными картами. Курсовая работа на тему технологический процесс включает в себя пояснительную записку, в которой приводятся расчеты, обоснования, необходимые пояснения. Это – расчеты технологичности детали, экономические расчеты, условия техники безопасности и другие вопросы.
Сборник проектов собран в ручную для метки "Курсовая технологические процессы". Подборка не содержит всех проектов, не нашли по метке воспользуйтесь поиском по каталогу проектов.
МГТУ / ФАКУЛЬТЕТ "Машиностроительные технологии" / КАФЕДРА МТ3 / Дисциплина "Технология машиностроения" / Задание на курсовой проект составлено на основе заводской практики, прошедшей на Лианозовском электромеханическом заводе, в проекте рассматривается процесс сборки «Переход коаксиальный» и изготовления детали «Корпус». В проекте предложена технология обработки, и процесс сборки узла разработанная в учебных целях, а так же дается краткое описание назначения детали в узле. Анализ технологичности конструкции детали. Выбирается метод изготовления заготовки. Проверяются опасные места на возникающие в них напряжения в процессе изготовления. Написана программа для токарного станка с ЧПУ. Разрабатываются маршрутная и операционная технологии изготовления детали с заполнением маршрутной карты. Выбирается оборудование, режущий и мерительный инструмент. / 5 листов чертежи (Операционные эскизы обработки корпуса, Технологический процесс сборки перехода коаксильного, Технологические расчеты, Выбор заготовки, Маршрут обработки, Размерная цепь) + маршрутные карты + ПЗ.
МГТУ имени Н. Э. БАУМАНА / Кафедра МТ-2 / Состав: 3 листа технологии изготовления комбинированного инструмента зенкер-метчик(А1) + 1 лист патрон компенсирующий в радиальном и осевом направлении для метчика (А2)+ 1 лист универсальная делительная головка (А1)+ контрольное приспособление для комбинированного зенкер-метчика (А2) + ПЗ.
ИМЭ. Проект по "Технологии ремонта машин". Объектом исследования является коленчатый вал ЗМЗ-53 изготовленный из ВЧ-50-15. Область применения - автоколонна, ремонтное предприятие. В процессе работы были выбраны: рациональный способ восстановления, разработаны режимы восстановления, определены нормы времени выполнения операций, проведена технико-экономическая оценка технологического процесса восстановления. 2 листа чертежи + ПЗ.
ЛПК / по технологии машиностроения / В курсовом проекте решались задачи по повышению качества, снижению себестоимости изготавливаемой детали, применению современного оборудования с ЧПУ и инструмента. / Состав: 3 листа чертежи (планировка участка механического цеха, вал, чертеж заготовки) + карты наладки + карта эскизов + ПЗ.
ЛГТУ / проект по технологии автотракторостроения / по технологии и проектированию конической шестерни главной передачи для семейства тракторов Т-40 / Состав проекта: Чертежи (Заготовка А4, 5 операций карта, Гидропластмассовая оправка А2, Шестерня коническая ведомая А2), спецификация + ПЗ.
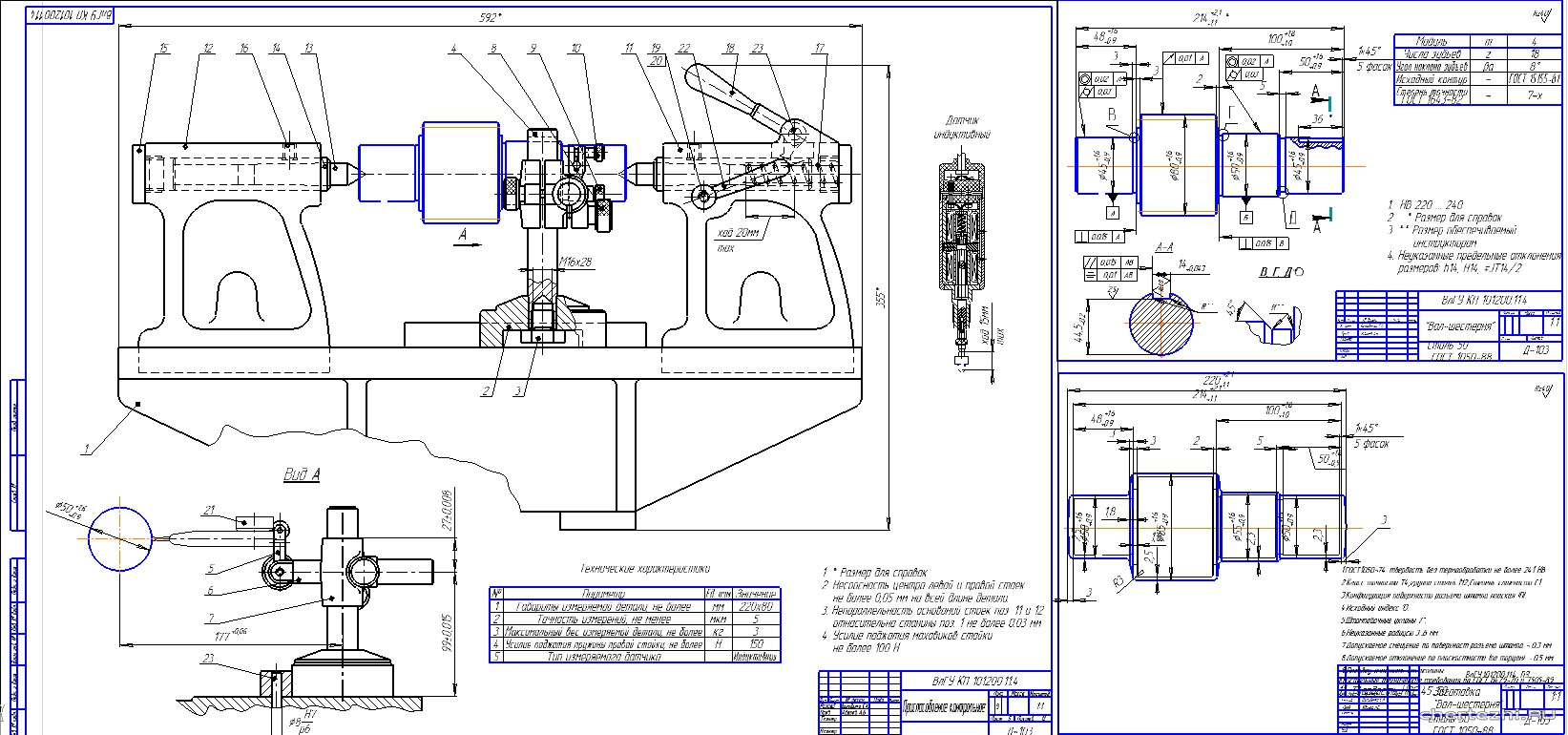
ВлГУ.Деталь представляет собой вал-шестерню. Узел машины в который входит данная деталь может представлять собой редуктор, либо этот вал-шестерня непосредственно соединен с каким-либо звеном машины и приводит в движение вспомогательные агрегаты и узлы. Две поверхности длиной 44 мм 45 мм должны быть выполнены по 7 квалитету точности; Зубчатая поверхность длиной 61 мм 80 мм – степень точности 7-Х; Шпоночный паз длиной 36 мм, шириной 14 мм и глубиной 5,5 мм – по 9 квалитету точности; Остальные неуказанные предельные отклонения размеров по 14 квалитету точности. Операции получения детали, по номерам маршрута представлены на чертежах
КГТУ им. А.Н.Туполева / Кафедра технологии производства двигателей / Дисциплина " Групповые технологии гибких автоматизированных производств / 4 листа чертежи (детали) + 1 карта заготовки + 4 маршрутные карты + 15 Операционных карт механической обработки с эскизами операций + ПЗ.
ЭТИ(ф)СГТУ / Кафедра ТЭМ / Дисциплина "Технология машиностроения" / Целью проекта является выбор оптимального варианта получения детали, и снижения трудоемкости и себестоимости технологического процесса механической обработки путем перевода технологического процесса с устаревших моделей оборудования на более современные. Деталь «Уголок» представляет собой плоское тело. Для изготовления детали в качестве материала на заготовку целесообразно рассмотреть сталь 45 или сталь 40Х. Обработка детали производится на многоцелевом станке 2204ВМФ4. Станок 2204ВМФ4 многоцелевой с инструментальным магазином на 30 инструментов. Смена инструмента производится автоматически. Мощность двигателя 6,3 кВт. Производит все виды фрезерных и сверлильных и расточных работ. / 4 листа чертежи + маршрутные карты + контроль + ПЗ.
УГТУ-УПИ / Кафедра «Электронное машиностроение» / Задачей данного курсового проекта является разработка технологического процесса изготовления оси для единичного и мелкосерийного производства. Для единичного производства необходимо изготовить две детали; для мелкосерийного – десять штук. / Cостав: 3 листа чертежей + спецификация + ПЗ.